Jak lutować rury polipropylenowe?

Produkty polimerowe są stosowane w wielu dziedzinach. Plastikowy kubek, kosz na bieliznę, grzejniki grzejne - wszystkie wykonane na bazie polimerów.
Polipropylen jest uważany za uniwersalny. Rury wykonane z tego materiału służą do instalacji rurociągu, ogrzewania podłogowego, wentylacji w domu. Technologia instalacji nie wymaga specjalnych umiejętności. Dowiedz się, jak lutować rury polipropylenowe, możesz samodzielnie w pół godziny.


Funkcje specjalne
Polipropylen to syntetyczny polimer o wysokich właściwościach fizykomechanicznych. Jest trwały, elastyczny i odporny na negatywne wpływy. Nie boi się ciosów, spadków temperatury, chemii. Przy takich właściwościach trudno uwierzyć, że najbliższym krewnym polipropylenu jest polietylen.
Materiał otrzymany metodą polimeryzacji propylenu. Aby uzyskać właściwości wytrzymałościowe, do surowców dodawane są katalizatory. Produktem reakcji chemicznej substancji jest biały proszek lub kolorowe granulki.


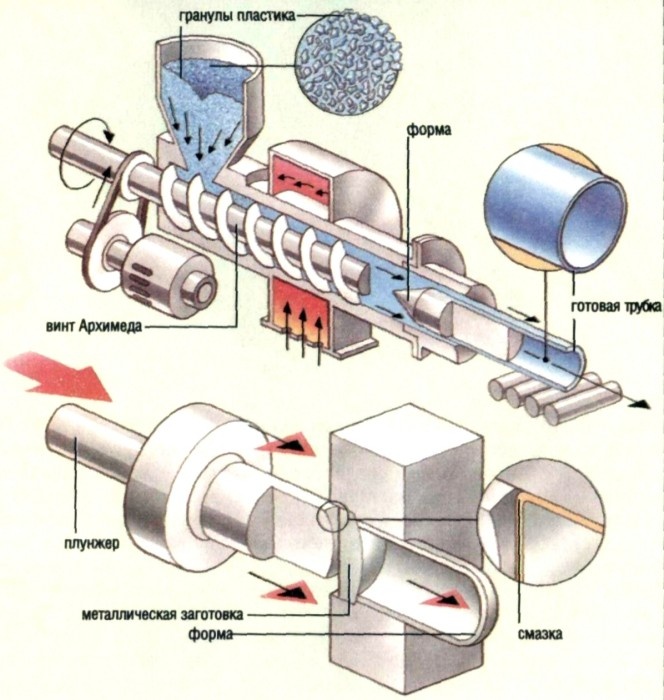
Granulowany lub sproszkowany polipropylen jest podawany do produkcji, która odbywa się w sześciu etapach:
- Wytłaczanie Pierwszy surowiec dostaje się do wytłaczarki. Wewnątrz tego urządzenia granulki miękną i stają się plastyczną masą. Aby zamienić stały surowiec w lotną masę, podgrzewa się go do 250 ° C. W przypadku białych rur surowce są używane w czystej postaci. Jeśli potrzebujesz kolorowych produktów, dodaj barwniki odpowiedniego odcienia do wytłaczarki. Dodanie pigmentu nie wpływa na jakość produktu.
- Formowanie. W następnym etapie masa jest profilowana. Wytłaczarka „wyciska” półfabrykaty rur. Zgodnie z normą średnica rury wynosi 16, 20, 25, 30, 40, 50, 62, 75, 90, 110 mm do pracy w domu. Do prac podziemnych (układanie komunikacji) należy używać produktów o dużej średnicy - do 120 cm.

- Hartowanie Gorące preformy są chłodzone zimną wodą. Ten produkt jest zanurzony w kąpieli chłodzącej.
- Nakładanie warstwy ochronnej. Utwardzone rury przechodzą przez sprzęt, który „owija” produkt cienką warstwą folii ochronnej. Ta folia foliowa. Pomaga w utrzymaniu odpowiednich materiałów po długim przechowywaniu. Przed instalacją należy usunąć folię.
- Znakowanie Podstawowe informacje dotyczą folii. Na tej podstawie można od razu określić, dla jakich prac jest przeznaczony ten lub inny rodzaj rury.
- Cięcie. To ostatni etap produkcji. Produkty cięte trafiają do magazynu w celu pakowania i przechowywania.



W podobny sposób produkowane są małe i ukształtowane części z tego samego surowca (na przykład kształtki do rur). Po wytłaczarce płynna masa jest podawana do formy, gdzie odlewane są szczegóły o złożonym kształcie. Cięcie, którego nie potrzebują. Małe fragmenty są wykonywane natychmiast przez sztukę.
Produkcja wzmocnionych rur jest nieco bardziej skomplikowana. Implikuje pośrednią lub zewnętrzną warstwę z bardziej trwałych materiałów. Ta warstwa jest konieczna, aby zmniejszyć napięcie wraz ze wzrostem temperatury.
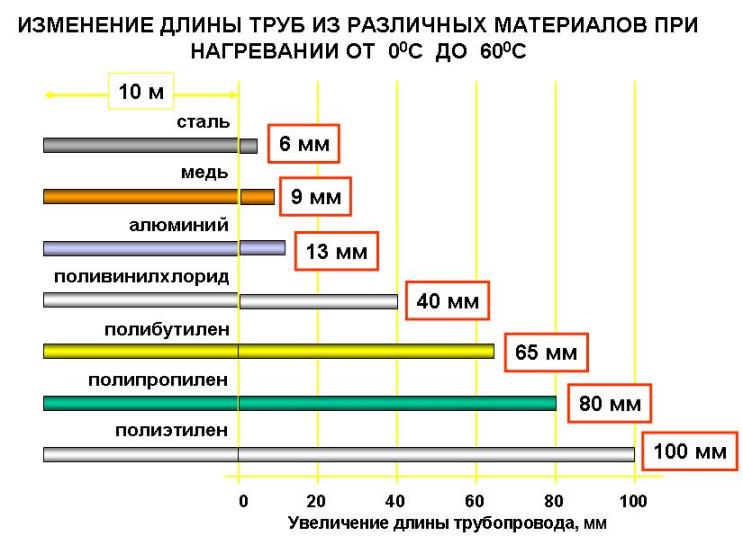
Ponieważ polipropylen jest zbliżony do polietylenu - substancji rozciągającej i plastycznej - ma także właściwość zwiększania i zmniejszania rozmiaru wraz ze zmianami temperatury. Na niskim poziomie materiał jest ściskany, a na górze jest rozciągany.

Stosunek rozciągania materiałów polipropylenowych jest znaczący. Zatem rura o długości 10 m w temperaturze 95-100 ° C może rozciągać się o 150 mm. Ma to ogromne znaczenie dla zakładów wykorzystujących części wykonane z propylenu.
Rozciąganie jest niebezpieczne, ponieważ rura nie jest już tak mocna jak przed zmianą temperatury.Dlatego należy temu zapobiegać we wszystkich systemach, w których maksymalna temperatura ogrzewania produktu przekracza 90 ° C.
Zakres rur polipropylenowych zależy od ich grubości: im są one grubsze, tym silniejsze. Im silniejszy - tym większy będzie mechaniczny i fizyczny stres. Im „trudniej” działa rura, tym szerszy zakres zastosowania.
Producenci wytwarzają dwa rodzaje produktów: cienkościenne i grubościenne.

Rury cienkościenne są rozpatrywane z oznaczeniami PN10 i PN16. PN10 może wytrzymać spadki temperatury do 45 ° C i ciśnienie nie większe niż 10 atm. Grubość ściany - 0,9-1 mm. Zakres ich zastosowania jest silnie ograniczony przez właściwości techniczne, więc są najtańsze. Powinny być używane z dala od wysokich temperatur.
PN16 wytrzymuje ogrzewanie do 60 ° C i ciśnienie do 16 atm. Ściany są znacznie grubsze - 15 mm. Jednocześnie ten rodzaj rur ma charakterystyczną cechę, która utrudnia wykorzystanie materiału w wielu obszarach. Jest to duża rozciągliwość w temperaturach powyżej 60 ° C W prawie wszystkich systemach grzewczych, w których często używane są rury, temperatura jest wyższa od tej wartości.
Do grubościennych są wszystkie marki, począwszy od PN20. Jest to poważny sprzęt z grubymi, solidnymi ścianami do 21 mm. Jest uniwersalny dla każdego rodzaju pracy.


Rury o grubych ścianach są wzmocnione i niewzmocnione.
Warstwa wzmacniająca znajduje się wewnątrz rury, pomiędzy warstwami propylenu lub na zewnątrz produktu, jak skorupa. Chroni produkty polimerowe przed rozciąganiem w wysokich temperaturach.
Wykonane z różnych materiałów:
- włókno szklane;
- folia;
- polietylen;
- aluminium.
Rury bez wzmocnienia i z warstwą wzmacniającą z włókna szklanego są najłatwiejsze do zainstalowania. Dobrze się topią i łączą ze złączami bez przeszkód. Połączenie jest niezawodne.


Rury z aluminium i folią są trudniejsze w obróbce. Jeśli aluminium znajduje się poza warstwą polipropylenu, powinno być przycięte do pełnej szerokości węzła łączącego. Bez lutowania nie jest możliwe lutowanie. Ze względu na ochronę aluminium nie będzie możliwe stopienie propylenu i dlatego nie będzie jakościowego połączenia.
Do czyszczenia rury potrzebne jest specjalne narzędzie do rur ze wzmocnieniem aluminiowym. Ten proces jest długi i pracochłonny, zwłaszcza przy dużej średnicy produktu.


Jeśli warstwa aluminium znajduje się wewnątrz rury propylenowej, jej czyszczenie jest jeszcze trudniejsze. Ale to konieczne. Podczas instalacji wewnętrzne i zewnętrzne warstwy propylenu powinny być ze sobą zespolone i „lutowane” aluminium, aby nie dostała się na nie woda.
Aluminium nie rdzewieje, ale jeśli woda dostanie się między warstwy, rura może pęknąć.
Łączone produkty i rury z aluminiową płytą wewnątrz produktu są najtrudniejsze do zainstalowania, ale nie są najbardziej skuteczne.


Plusy i minusy
Materiał ma wiele zalet:
- Stosunkowo lekka. Rury polipropylenowe ważą 9 razy mniej niż metal. Łatwiej je transportować i instalować.
- Cena jednej rury 4 m - w granicach 30-110 rubli.
- Instalacja nie wymaga umiejętności zawodowych. Warto opracować części zamienne, ale nie zajmie to dużo czasu.
- Niezawodne i szczelne połączenie części rurociągu i każdego innego projektu. Dostarczany jest przez lutowanie. Złącza są chronione przed wodą i wyciekami i są tak mocne jak sama rura.
- Materiał może być przetwarzany. Możesz wykonywać proste i ukośne cięcia, przycinać je na fragmenty o szerokości od 1 cm do żądanej długości. Jest to wygodne, gdy rury muszą być instalowane w trudno dostępnych miejscach.


- Materiał spełnia wymagania GOST. W produkcji materiałów, które mogą mieć kontakt z wodą pitną.
- Charakterystyka techniczna spełnia wymagania SNiP dotyczące instalacji rur w różnych warunkach pracy. Załóżmy, że instalacja wewnątrz i na zewnątrz (pod ziemią).
- Polipropylen nie rdzewieje. W kompozycji nie ma materiałów podatnych na procesy korozyjne.
- Produkty nie muszą być malowane. Mają już biały lub inny kolor i półmatową powierzchnię. Barwnik jest dodawany do surowców na pierwszym etapie produkcji, dzięki czemu pigment jest mocno utrwalony. Po 10 latach użytkowania produkt będzie miał ten sam kolor.


- Dla każdego zadania - własne rozwiązanie. Jeśli potrzebujesz trzymać zimną wodę, istnieje PN10, dla wrzącej wody - PN25.
- Woda płynie cicho przez rury. Cisza jest zapewniona przez grubość i gęstość materiału.
- Wewnątrz rury nie pojawia się osad z prądu stałego wody.
- Żywotność - do 50 lat.
- Bezużyteczne wykorzystanie. Możliwe jest stworzenie przydatnych i pięknych rzeczy dla domu i życia z resztek rur.

Ale są jeszcze wady:
- Rury podlegają rozciągnięciu w wysokich temperaturach. Nawet wzmocniony.
- Produkty nie mogą być gięte. Aby zmienić kierunek rury (obróć róg, w dół i dalej), musisz użyć okuć.
- Lutowanie wymaga specjalnych narzędzi.
- Na powierzchni rury mogą występować zarysowania spowodowane uszkodzeniami mechanicznymi. Uczciwość nie jest szkodliwa, ale wygląd ucierpi.
- Wzmocnione rury wymagają przygotowania przed lutowaniem. Tylko produkty z włókna szklanego mogą być lutowane natychmiast, a aluminium i folia muszą być czyszczone.



Gdzie złożyć wniosek?
Rury polipropylenowe - wielofunkcyjna rzecz w gospodarstwie domowym.
Oto niektóre z nich:
- System hydrauliczny. Do dostarczania zimnej wody nadaje się niewymagana cienkościenna lub grubościenna rura. Jest tani, łatwy w montażu, radzi sobie z transportem wody do 45 stopni.
- System ciepłej wody. Rury oznaczone NP20 lub NP25 mogą bezpiecznie dostarczać wrzącą wodę. Propylen zaczyna topić się tylko w temperaturze 170 stopni.


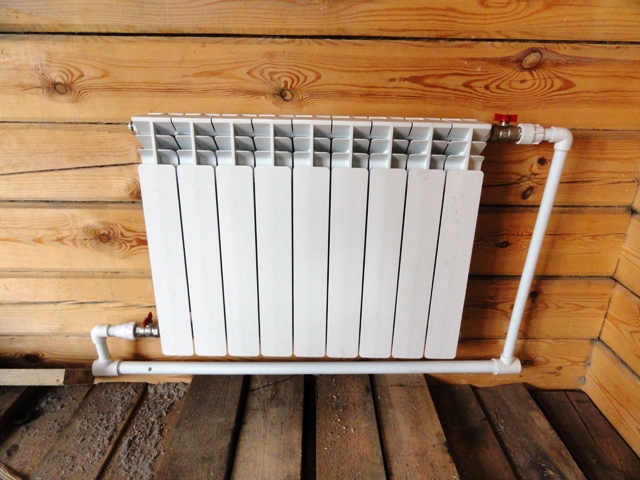
- Scentralizowany system ogrzewania w domku, domu lub domku. Aby to zrobić, wybierz rurę o dużej średnicy z włókna szklanego. Są niezawodne i nie wymagają kompleksowego zdejmowania izolacji. Lutowanie takich rur przechodzi z hukiem. Wydłużenie przewodnictwa cieplnego rur z włókna szklanego jest 10 razy mniejsze niż bez niego - tylko 1,5 cm, dzięki czemu rury nie uginają się i nie odkształcają.
- Ogrzewanie podłogowe wodne. Jeśli nie ma wystarczającej ilości ciepła z rurociągów ciepłej wody, zainstaluj system ogrzewania podłogowego. Wadą takiej podłogi jest to, że nie jest możliwe zwijanie rury z małym krokiem. Plus - w kosztach utrzymania systemu i jego żywotności. Żywotność podłogi ogrzewanej wodą wynosi około 50 lat. Jednocześnie system można zamontować bezpośrednio na jastrychu podłogowym.

- Systemy pomocnicze: wentylacja i kanalizacja.
- Ogrodzenie w kraju. Nie chroni przed nieproszonymi gośćmi, ale może wytyczyć terytorium wraz z sąsiadami. Na chronionych obszarach podmiejskich jest jedną z najprostszych i najtańszych opcji.
- Szklarnia lub szklarnia. Rury są trwałe i zimą dobrze przenoszą obciążenie śniegiem. Spośród nich wygodnie jest zamontować prostą szklarnię o wysokości 1,5-2 m.
- Wielowarstwowa klomb dla roślin ogrodowych.
- Altana i meble ogrodowe. Krzesła, paleniska, markizy, przenośne stoły, leżaki.





- Artykuły gospodarstwa domowego. Przydatne rzeczy można zrobić ze skrawków rur na hol, balkon, garaż, warsztat, pokój dziecięcy. Za pomocą trójników, łączników i fragmentów rur montowany jest dowolny przedmiot o geometrycznym kształcie - stojak na buty, stojak na kwiaty, wieszak na ubrania, suszarka lub kosz na śmieci. Wszystko to wystarczy fantazji i pozostałości materiału. Wygodne jest zbieranie placów zabaw, huśtawek i domów dla małych dzieci. Jeśli dodasz siatkę, otrzymasz doskonałe bramy do piłki nożnej dla dzieci.
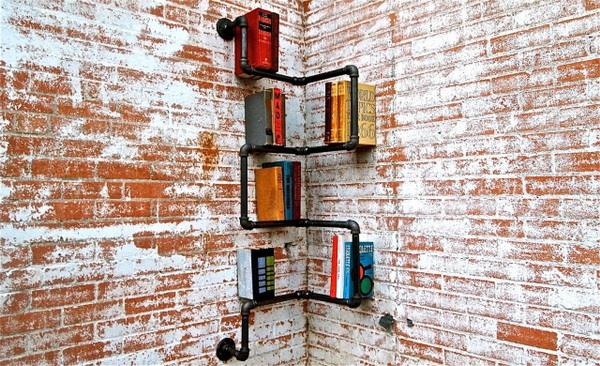
- Elementy wystroju. Używając narożników i adapterów, możesz zmontować półkę w stylu loftu. Krótkie strzępki o różnych średnicach pozwolą stworzyć ramkę lub lustro, lampy, doniczki i wazony.


Co jest wymagane?
Podczas pracy z rurami polipropylenowymi potrzebne będzie kilka grup narzędzi.
Pierwsza grupa jest niezbędna do pomiarów. Obejmuje ruletkę, linijki, markery, poziomy konstrukcyjne. W skomplikowanych przypadkach konieczne jest zastosowanie obliczeń matematycznych.Na przykład, używając rur propylenowych do dostarczania wody ze źródła na zewnątrz do domu.
Oprócz narzędzi do rysowania i pomiaru potrzebne jest przycinanie tkanin alkoholowych i bawełnianych. Są one potrzebne do odtłuszczania powierzchni rur. Na odtłuszczonej powierzchni układy lepiej układają się i są wygodniejsze do lutowania.
Druga grupa urządzeń jest niezbędna do cięcia. Długość jednej rury wynosi średnio 4 metry. Z tego trzeba wyciąć krótkie fragmenty, dostosowując je do rozmiaru miejsca, w którym zostaną zainstalowane rury.

Cięcie rur za pomocą złomu nie jest zalecane. Jest długa, niewygodna, a cięcie jest słabej jakości. Jego krawędź „leci”, okazuje się z zadziorami. Musi być czyszczony papierem ściernym lub cięty cienkim nożem.
Narzędzia do pojedynczego cięcia (można użyć do cięcia 1-2 fragmentów, gdy inne nie były pod ręką):
- piła do metalu;
- układanka;
- saw-bułgarski;
- samoostrzący się nóż.
Propylen jest miękki, więc narzędzia te wykonają swoją pracę. Jeśli musisz ich używać pod nieobecność innych, ważne jest, aby pamiętać, że cięcie będzie nierówne, a wióry dostaną się do wnętrza rury. Wióry te należy usunąć, aby nie „chodzić” przez system zaopatrzenia w wodę lub ogrzewanie podłogowe.



Urządzenia elektryczne (wyrzynarka, piła) wymagają dokładności działania. Konieczne jest kontrolowanie siły, z jaką występuje ciśnienie na rurze, i obracanie rury kilka razy podczas cięcia. Pomaga to wykonać cięcie prosto, a nie pod kątem.
Narzędzia te muszą być używane prawidłowo - nie tnij, ale spróbuj zamocować produkt na miejscu i dociśnij narzędziem. W tym przypadku cięcie będzie możliwie najbliższe ideałowi, a żetony będą mniejsze. Ale ta metoda jest odpowiednia tylko dla rur cienkościennych i o małej średnicy. Dzięki wzmocnionym produktom trzeba będzie majstrować.
Narzędzia do wysokiej jakości cięcia rur:
- specjalne nożyczki do rur z tworzyw sztucznych, w tym propylen;
- obcinak do rur rolkowych;
- elektryczny obcinak do rur;
- Gilotyna do cięcia rur.



Nożyce do rur bardzo różnią się od zwykłych. Ostry nóż jest mocowany tylko z jednej strony. W miejsce drugiej znajduje się szeroka metalowa podstawa. Wewnątrz podstawy znajduje się rowek. Ostra krawędź krawędzi wchodzi w ten rowek podczas cięcia produktów z tworzywa sztucznego. Krawędź rury jest równa i nadaje się do instalacji.
Praca z takimi nożyczkami wymaga tylko siły mięśniowej. Aby przeciąć rurę, należy zamknąć uchwyty nożyczek na ostrzu przechodzącym przez plastik.
Zaletą tych nożyczek jest to, że są lekkie, tanie, łatwe do przenoszenia z miejsca na miejsce. Wadą jest to, że nie można zwiększyć odległości między ostrzem a podstawą. Przechodzą do niego tylko cienkie rurki (do 45 mm).
Produkty o dużej średnicy (do ścieków, ogrzewania) nie mogą być cięte ręcznie.


Ponadto niektórzy mistrzowie uważają wadę, że skuteczność narzędzia jest bezpośrednio związana z wysiłkiem fizycznym.
Przeciwnie, obcinarka do rur walcowych jest bardziej skoncentrowana na pracy z dużymi średnicami. Na zewnątrz wygląda jak zacisk. Ostrze tnące znajduje się na końcu zacisku.
Jeszcze łatwiej sobie wyobrazić to narzędzie, jeśli przypomnimy sobie ręczną maszynę do toczenia puszek. Oprawa jest instalowana na rurze i dokręcana śrubą. Ważne jest, aby nie przeciągać, aby produkt nie pękał. Po tym musisz wziąć uchwyt ostrza i obrócić go w prawo. Rezultatem jest okrągłe cięcie z gładką krawędzią.
Zaletą tego narzędzia jest wygodna obsługa i wysokiej jakości wynik. W rozmiarze i wadze jest większy niż nożyczki. Z zasady działania wiąże się również wysiłek fizyczny.


Obcinak do rur elektrycznych (lub akumulatorowych) napędzany silnikiem elektrycznym. Szybko i bez wysiłku radzi sobie z tym zadaniem. Jednak średnica produktu jest również ograniczona, jak w przypadku nożyczek ręcznych.
Gilotyna do cięcia rur odnosi się do narzędzi ręcznych.Jego konstrukcja różni się zasadniczo od nożyc i obcinaków do rur, a możliwości są nieco większe. Mogą ciąć rury o średnicy 5-35 cm, jednocześnie nie ma potrzeby zaciskania rur za pomocą zacisków. Cięcie jest gładkie bez ryzyka pęknięcia plastiku.
Nie zaleca się używania pił okrągłych i taśmowych. Są niebezpieczne dla integralności rury od wewnątrz i do ludzi.
Trzecia grupa narzędzi jest przydatna do usuwania rur.
Zawiera tylko dwa narzędzia, ale są one bardzo ważne:
- fasksomikatel;
- kalibrator.



Zadaniem przystawki jest usunięcie krawędzi i górnej warstwy tworzywa sztucznego wokół nacięcia rury. Poprawia to jakość lutowania.
Łączniki mają różną średnicę. Są także mechaniczne i automatyczne. Narzędzie nie jest uniwersalne, dlatego ważne jest, aby nie utracić cech charakterystycznych.
Kalibrator jest potrzebny do przetwarzania wzmocnionych rur. Użyj go, aby usunąć warstwę aluminium lub folię. Potrafi także wyeliminować zadziory i nierówności w cięciu. Niektóre kalibratory mogą pełnić funkcje fazera.
Użyteczną funkcją kalibratora jest przywrócenie idealnie okrągłego kształtu odcięcia, jeśli rura jest lekko pomarszczona podczas procesu cięcia.
Główną wadą tych narzędzi jest to, że dla każdej średnicy potrzebujesz własnego kalibratora i faskosimitel.


Czwarta grupa urządzeń potrzebnych do lutowania. Spawanie lub lutowanie rur odbywa się za pomocą lutownicy z wymiennymi dyszami. Praca z tym urządzeniem wymaga ostrożności i środków bezpieczeństwa.
Ponieważ lutownica nagrzewa się do wysokiej temperatury, istnieje ryzyko poparzenia podczas jej pracy. W liście zakupów do lutowania w pierwszej kolejności powinny być dobre obcisłe rękawice, najlepiej z powłoką żaroodporną.
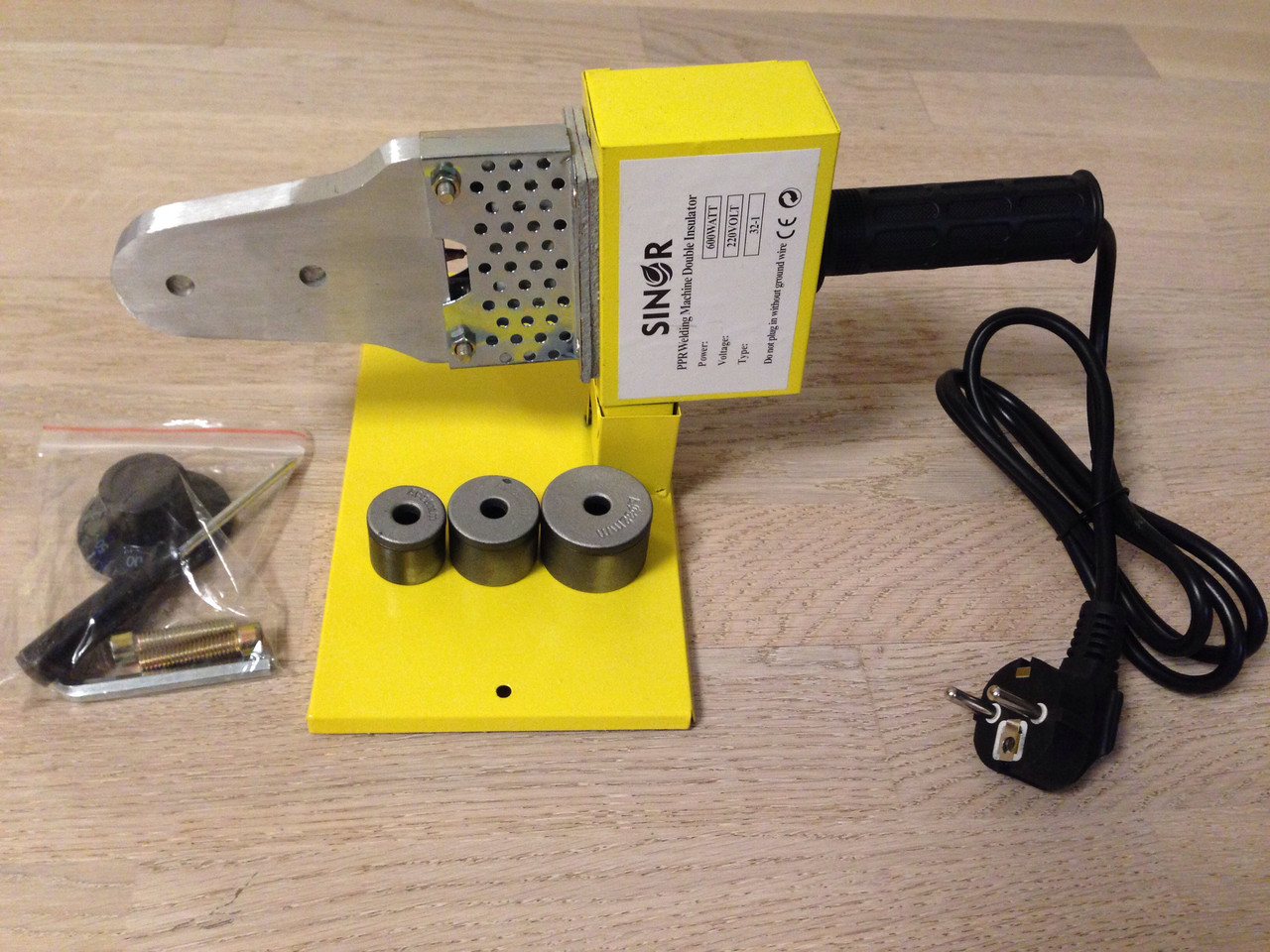
Dołączona lutownica powinna być wymienną dyszą do rur o różnych średnicach. Możesz zmienić dyszę za pomocą klucza sześciokątnego.
Przełącznik do regulacji temperatury znajduje się z boku lub na górze obudowy. Instrukcja obsługi ze szczegółowym opisem urządzenia i wszystkimi manipulacjami, które można z nim zrobić, jest dołączona do dowolnej lutownicy.

Instrukcja
Ogólnie rzecz biorąc, dla profesjonalnego spawania rur wygląda to prosto: ogrzewane, połączone, stałe. Kluczowym słowem jest dla profesjonalistów. Dla początkujących profesjonalistów i zwykłych gospodarzy procedura składa się z większej liczby kroków. I trudniej je wykonać.
Istnieją dwa sposoby spawania - od końca do końca i od gniazda.
Gdy dwie części rury są połączone doczołowo, nie są używane żadne dodatkowe części. Rura o mniejszej średnicy jest umieszczana w produkcie o większej średnicy. To najłatwiejszy, ale nie najskuteczniejszy sposób. W związku z tym trudno jest połączyć walcowanie rur, jeśli nie idzie tylko w linii prostej.
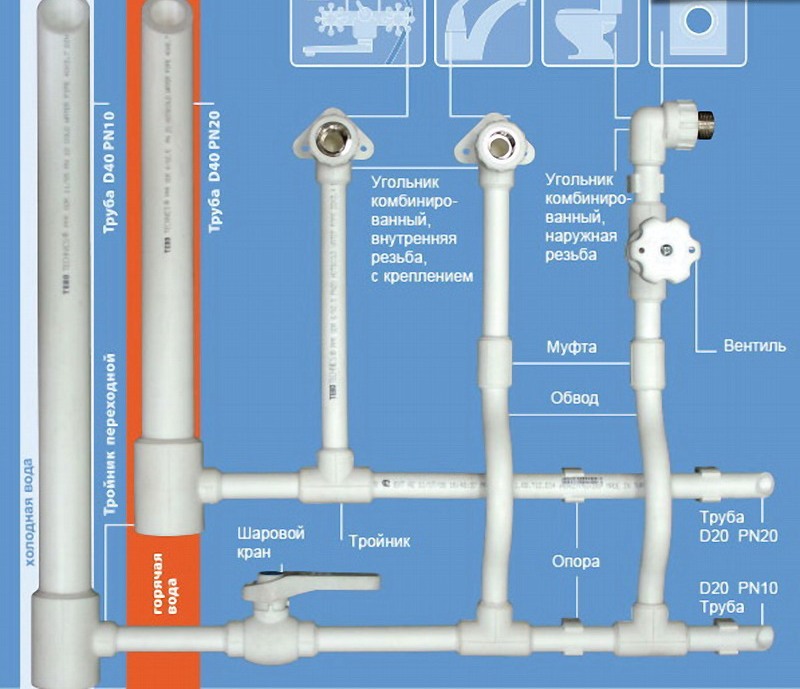
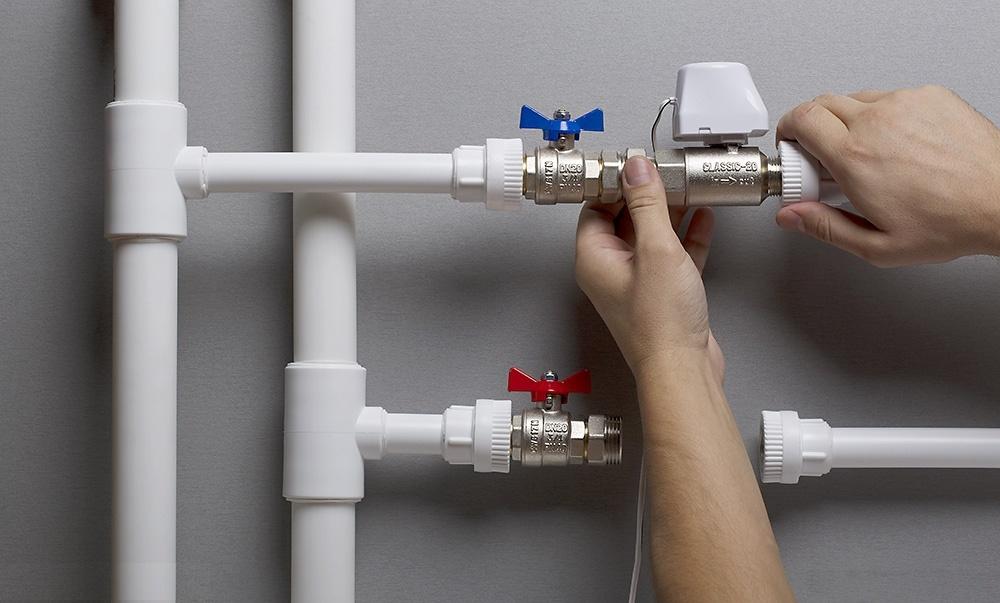
Metoda gniazda jest znacznie bardziej niezawodna. Polega na połączeniu części za pomocą łączników o różnych konfiguracjach. Za pomocą okuć można łatwo zmienić kierunek rurociągu, tworzyć rozgałęzione i złożone systemy zaopatrzenia w wodę.

W obu przypadkach spawanie lub lutowanie jest dokowaniem dwóch ogrzewanych części. Ze względu na to, że części z obu końców są miękkie i podatne na odkształcenia, następuje dyfuzja (wzajemne przenikanie materiałów). Powstaje solidne połączenie. Zgodnie z jego charakterystyką rurociąg na skrzyżowaniu nie różni się od charakterystyki fabrycznego produktu propylenowego.
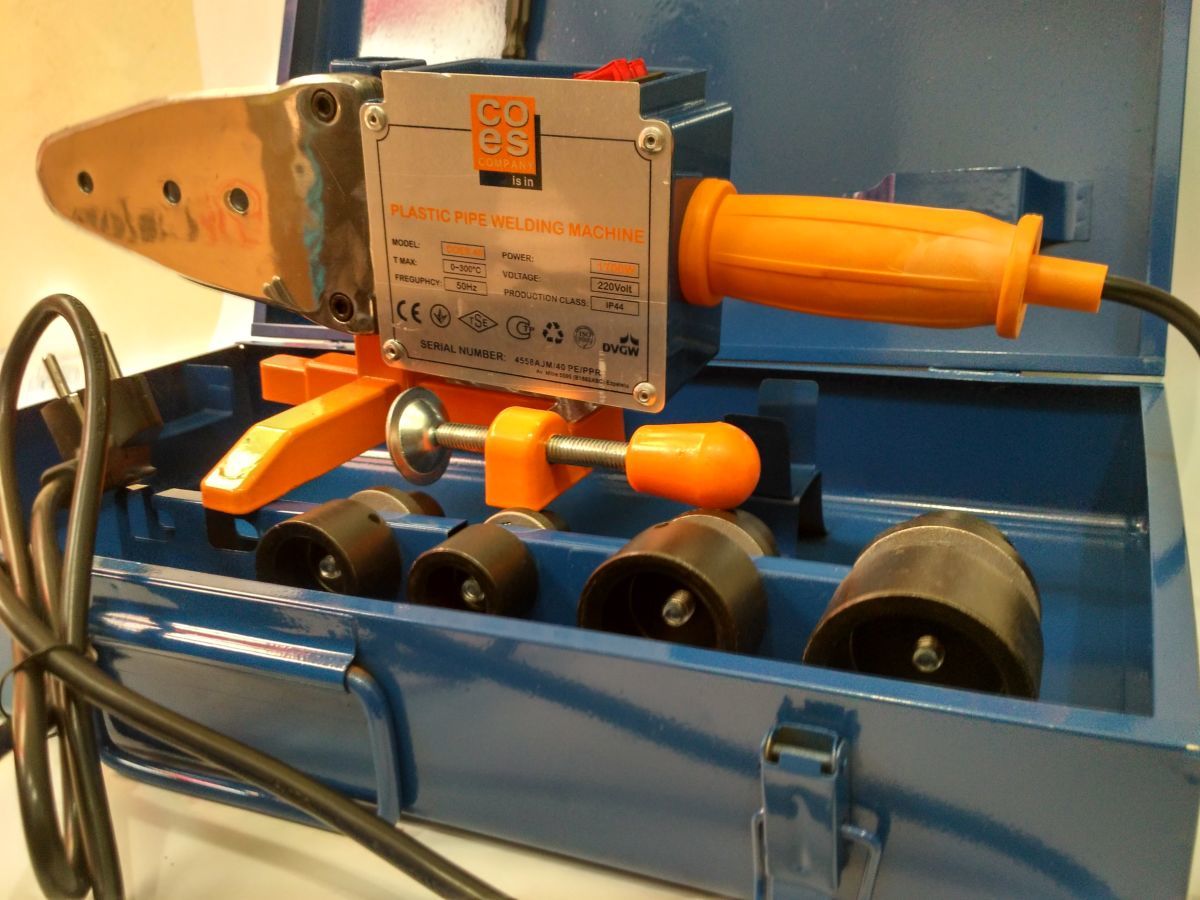
Istnieje wiele modeli lutownic do rur PP, ale ich struktura jest taka sama:
- Obudowa Ma stabilne dno, stojak i uchwyt.
- Element grzewczy Maksymalna temperatura ogrzewania wynosi 260 stopni. Góra ma osłonę ochronną.
- Regulator temperatury. Może być mechaniczny lub elektroniczny. Istnieją wskaźniki świetlne.


- Zestaw dysz o różnych średnicach. Część dysz przeznaczona jest do rur, część - do armatury. Dysze mają powłokę teflonową. Zapewnia równomierne ogrzewanie części polipropylenowych i łatwe czyszczenie.
Rodzaje lutownic różnią się kształtem elementu grzejnego lub końcówki. Popularne są dwa typy: „żelazo” i „rdzeń”.
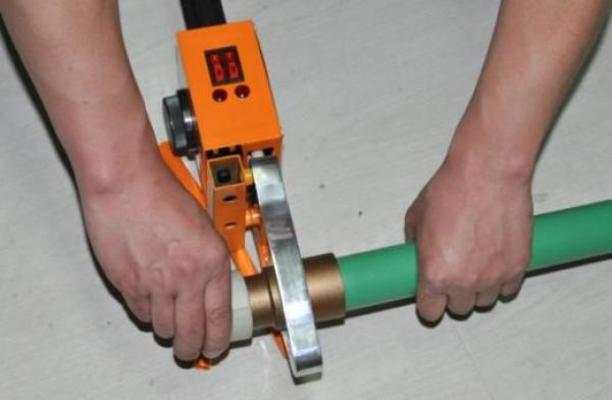
Lutownica prętowa pojawiła się wcześniej. Jego żądło to cylinder o średnicy kilku centymetrów. Na cylindrze jest stała dysza. Z jednej strony jest przystosowany do ogrzewania rury, z drugiej - do montażu.


Okucie jest ogrzewane od wewnątrz. Jest umieszczony na szczycie dyszy. Rura z kolei nagrzewa się na zewnątrz. Jest włożony w otwór dyszy.
W procesie pracy z efektem temperatury, mocowanie dysz na pręcie może stać się „luźne”. Muszą się skręcać, więc lutownica do prętów jest mniej wygodna niż w postaci żelaza.
Żelazko żądła reprezentuje pionową płytę z trzema otworami do montażu dysz. Grubość płyty waha się w granicach kilku centymetrów. Jej „nos” jest spiczasty, a na ogół płyta przypomina żelazną podeszwę umieszczoną pionowo. Stąd nazwa tego rodzaju żądła.

Z jednej strony dysze do rur są stałe, z drugiej - do armatury. W procesie lutowania nie rozluźniają się, co jest znacznie wygodniejsze niż wędzisko.
Ponadto szerokość od krawędzi lewej dyszy do krawędzi prawej dyszy jest mniejsza niż na lutownicy, więc jest wygodniejsza do pracy w trudno dostępnych miejscach.
Ważną rolę odgrywa liczba dysz o różnych średnicach i jakość ich powłoki. Im większy zakres, tym więcej rodzajów rur można stosować w pracach hydraulicznych.
W standardowych zestawach 3 lub 4 dysz. Do użytku domowego wystarczy. Ale do profesjonalnego wykorzystania w pracach hydraulicznych trzeba kupić kilka dodatkowych odmian.

Nawet przy wyborze lutownicy należy wziąć pod uwagę elektronarzędzie. Aby wybrać go zgodnie z zasadą „im mocniejszy, tym skuteczniejszy” jest zły. Takie narzędzie tylko marnuje energię i nie poprawia wyników pracy.
Aby wybrać lutownicę do konkretnych potrzeb, istnieje prosta zasada. Średnicę rury (w milimetrach) należy pomnożyć przez 10 watów. Wynikowa liczba to wymagana moc. Podczas pracy z produktami o różnych średnicach i polipropylenie należy skupić się na największych.
Technologia topienia rur PP nie jest trudna. Ale praca z nimi jest niezła: niemożliwe jest natychmiastowe określenie jakości lutowania. Wszystkie przeoczenia i nieszczelne połączenia można zidentyfikować tylko podczas pracy rurociągu. Dlatego ważne jest, aby wcześniej przeanalizować niuanse pracy i odpowiednio przylutować system rurociągów.


Szczegółowe instrukcje dla początkujących:
- Wytrzyj końcówki lutownicy czystą, suchą szmatką.
- Zainstaluj lutownicę na specjalnym stojaku.
- Zainstalować na żądle dwie dysze o pożądanej średnicy. Dysze nie mają rzędu, ale jeden przeciw drugiemu. Rura waży więcej niż armatura, więc dysza jest zainstalowana od strony dłoni roboczej. Dla osób praworęcznych - po prawej stronie, dla osób leworęcznych - po lewej stronie.
- Podłącz lutownicę do sieci 220 woltów. Podczas podłączania ważne jest, aby elementy grzejne nie dotykały przewodu lutownicy.
- Ustaw spawarkę na maksymalną temperaturę 260 stopni.


- Nosić rękawice odporne na ciepło. Wszyscy producenci maszyn lutowniczych do rur PP wskazują, że w celu zapewnienia bezpieczeństwa dotykanie gorących części lutownicy do niezabezpieczonych części ciała jest zabronione. Ponadto lutownica nie powinna mieć dostępu u dzieci i zwierząt.
- Podgrzej części plastikowe. W tym procesie ważne jest monitorowanie bezpieczeństwa kąta połączenia.
- Wyjmij gorące części propylenu jedna po drugiej, połącz się ze sobą.
- Ochładź lutownicę w sposób naturalny. Nie chłodzić go wodą ani zimnym powietrzem. Z takich manipulacji produkt ulegnie awarii przed okresem gwarancji.


Producenci nie wskazują uniwersalnego czasu ogrzewania dla różnych typów rur. W przypadku cienkościennych produktów o małych średnicach i grubościennych szerokich rurach temperatura i czas mogą się różnić.
Profesjonalni instalatorzy określają stopień ogrzewania według doświadczenia i opierają się na intuicji.Tabela, którą każdy producent umieszcza w instrukcji, pomaga nowo przybyłym. Uwzględnia czas z rurą, w zależności od jej średnicy i długości szwu łączącego.
Tabele różnych producentów mogą się różnić.
Dokładny czas zależy od mocy lutownicy i jej modelu.


Montaż
Lutowanie lub spawanie rur PP jest integralną częścią procesu instalacji. Nie można najpierw przylutować całego systemu zaopatrzenia w wodę w jeden, a następnie swobodnie zainstalować go w przewidzianym miejscu. Niektóre obszary nadal będą musiały być lutowane na wadze. Dlatego lutowanie i instalacja są równoległe.
Prace wykonywane są etapami.


Pierwszy etap ma charakter organizacyjny.
Organizacja składa się z dwóch ważnych wydarzeń: wyboru materiałów i tworzenia rysunku.
Rury polipropylenowe muszą być zgodne z ich właściwościami technicznymi systemu, w którym będą działać. Jeśli jest to system zimnej wody, można zatrzymać na rurach PN16. Na gorąco potrzeba co najmniej PN20. Oprócz samych rur potrzebne będą łączniki i uchwyty (pętle).

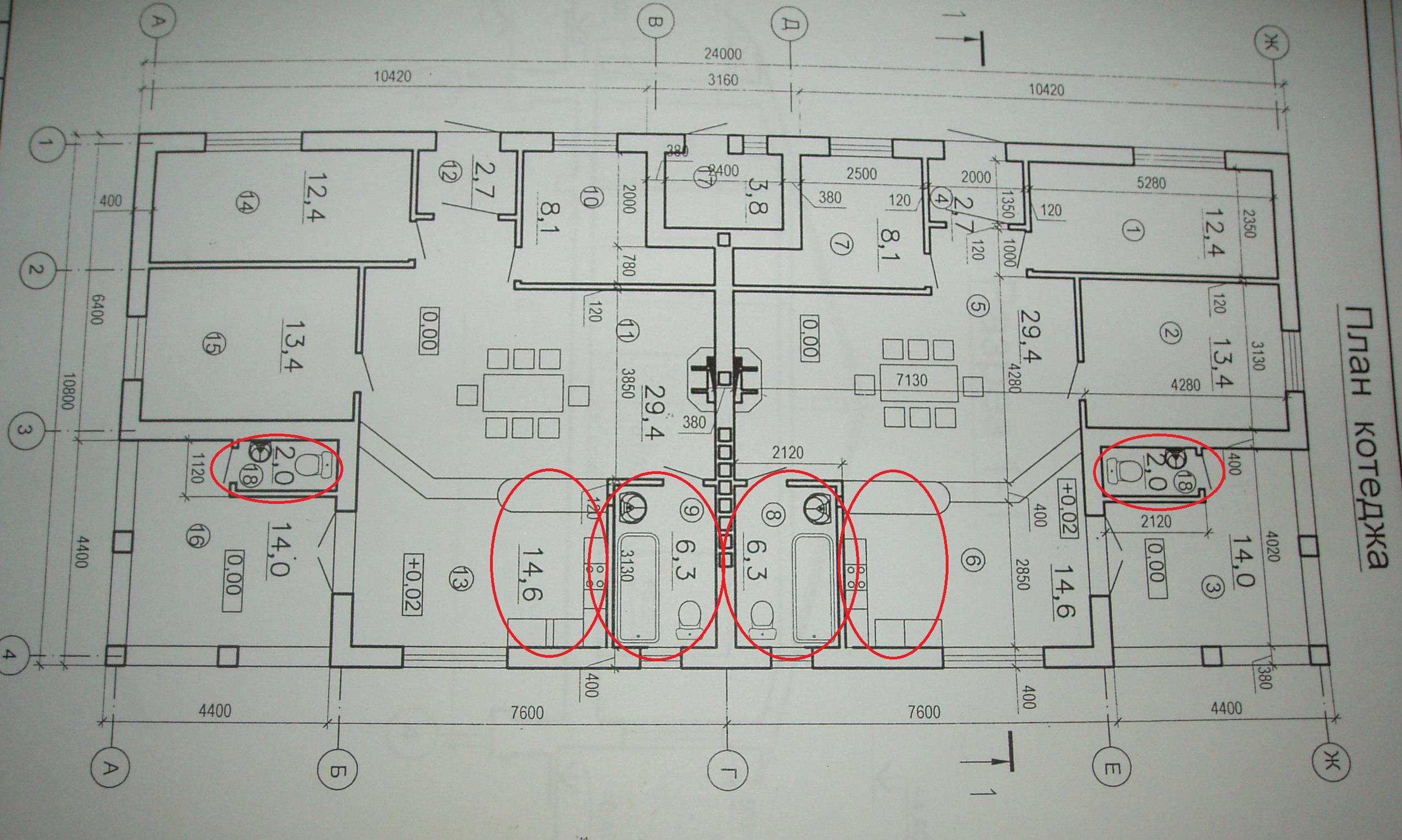
Rysunek jest obwodem do układania rurociągu. Powinna odzwierciedlać wszystkie elementy, począwszy od źródła zaopatrzenia w wodę, a skończywszy na obiektach zużycia wody. Na schemacie ważne jest wskazanie wszystkich części systemu, które zostaną ułożone w ziemi iw pomieszczeniu, na jakiej głębokości będą i na jakiej wysokości podnieść wodę. Na każde 40-50 cm należy dołączyć zapięcia. Zwróć również uwagę na lokalizację adapterów, gałęzi, sprzęgieł, kranów, grzejników.
Hydraulika jest montowana na dwa sposoby: otwarte i zamknięte. Otwórz łatwiej, aby to zrobić sam. Nowicjusz sobie z tym poradzi. Zamknięte bardziej pracochłonne i złożone. Lepiej powierzyć ekspertów.
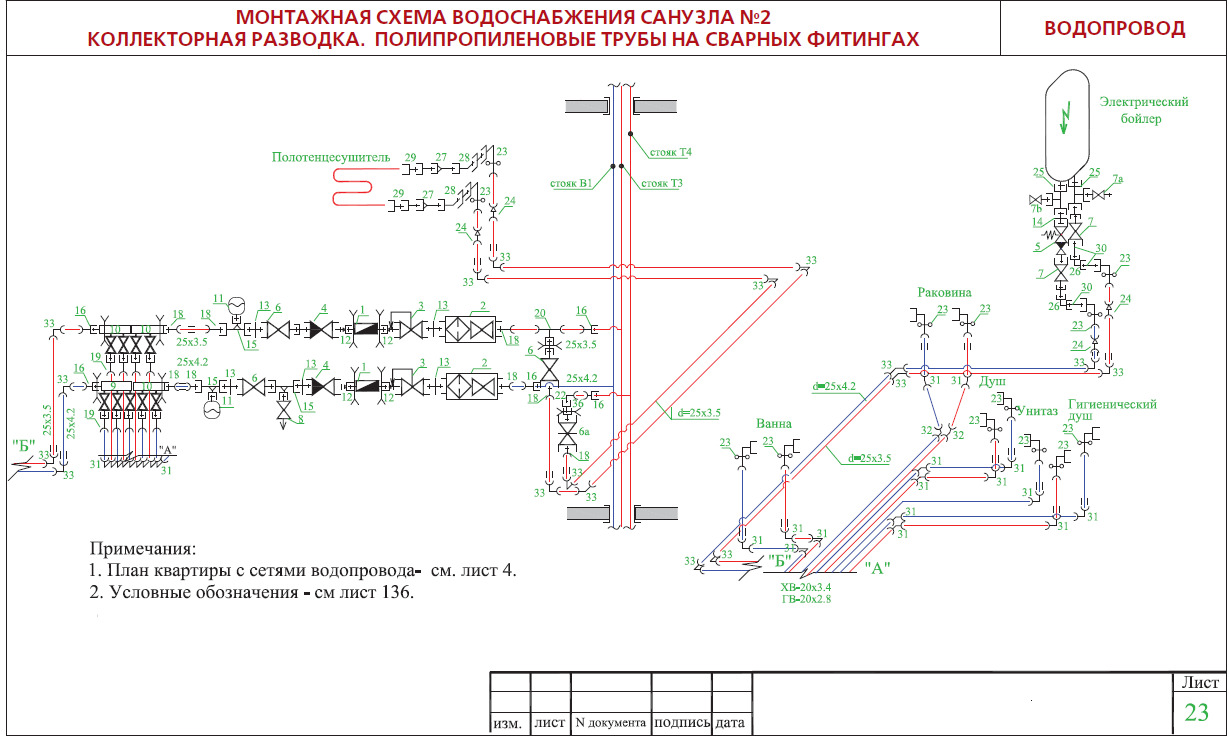
Oprócz tego, że rysunek daje wizualną reprezentację położenia rur, pomaga obliczyć ilość materiałów.
Polipropylen jest praktycznie bezodpadowym materiałem. Ale nikt nie jest ubezpieczony od błędów przy pierwszej pracy z nim, więc musisz kupić materiał z niewielkim marginesem. 5-10% wystarczy.
Z pozostałych rur i kształtek zawsze możesz zrobić użyteczne rzeczy dla domu, więc nie jest to strata pieniędzy.


Drugi etap - przygotowawczy
Aby instalacja była szybka i łatwa, konieczne jest przygotowanie odcinków na ulicy iw pomieszczeniu, przez które zostanie ułożony rurociąg.
Jeśli niektóre rury muszą być zainstalowane w ziemi, pod nimi wykopuje się wykop. Aby nie zamarzły w zimie, konieczne jest obniżenie poniżej poziomu zamarzania. Jako dodatkową ochronę zaleca się stosowanie izolacji. Obracają rurę PP przed zanurzeniem się w ziemi.
Najlepszą opcją do izolacji jest wełna mineralna lub materiały na bazie folii.


W domu musisz zainstalować łączniki wzdłuż rurociągu. Ich położenie względem linii poziomej i siebie określa poziom konstrukcji. Najlepiej nadaje się do tego urządzenia laserowego. Musisz także przebić otwory w ścianach, przez które przechodzi rurociąg.
W procesie przygotowania łatwo jest zidentyfikować trudno dostępne miejsca do instalacji. Ważne jest, aby wcześniej zastanowić się, jak najlepiej zamontować rury na tych sekcjach - należy użyć gotowych części, które są spawane na stole lub zrobić to na wagę.
Temperatura lutownicy jest wysoka, aby spowodować uszkodzenie dowolnego obiektu w bezpośrednim sąsiedztwie. Przed instalacją należy oczyścić ścieżkę, którą trzeba przenieść podczas instalacji, aby nie napotkać przeszkód.


Trzeci etap - analiza odcinków rurociągów na temat złożoności
Na tym etapie należy pracować nad schematem, aby obejść całą ścieżkę instalacji i zauważyć, które elementy rurociągu można zamontować na pulpicie, a które można spawać tylko na wadze.
Otrzymane sekcje należy odnotować na schemacie. Niektóre z nich mogą być za krótkie, więc można je łączyć.Niektóre natomiast mogą być za długie. Muszą być wyposażone w dodatkowe mocowanie na ścianie lub podzielone na kilka części, tak aby rura nie zwisała ani nie rozciągała się.
Czwarty etap - cięcie rur
Produkty cienkościenne są dobrze cięte nożyczkami do materiałów PP i obcinakami do rur. W rzadkich przypadkach pasuje do układanki.
Do grubościennych rur ze wzmocnieniem z aluminium i folii przed cięciem należy oczyścić. Obsługiwana jest przez wielofunkcyjną okładzinę lub golarkę.
Jeśli nie było specjalnych narzędzi, a cięcie okazało się nierówne, należy je przeszlifować. Bardziej wydajne jest użycie dwóch rodzajów papieru ściernego - najpierw z większym ziarnem, a następnie drobnoziarnistym.


Podczas cięcia rur ważne jest, aby pamiętać, że 15-30 mm długości trafi na szew łączący. Muszą być dodane do długości rury, która jest stosowana do schematu rurociągu. Jeśli okucia znajdują się na obu końcach rury, należy dodać dwukrotnie 15-30 mm.
Nadmiar można zawsze odciąć, ale aby zwiększyć brak, kilka centymetrów nie będzie działać. Aby się nie mylić, nie należy od razu odcinać wszystkich elementów rurociągu, w tym trudnych sekcji.
Sekcje rur, które będą ogrzewane lutownicą, powinny być oznaczone markerem.
Koniec rury powinien wejść do dyszy aż do znaku.


Piąty etap - spawanie (lutowanie) części na pulpicie
Jak wspomniano powyżej, w praktyce lutowanie rur składa się z większej liczby etapów niż ogrzewanie i łączenie.
Aby szew był niezawodny, a system działał poprawnie, musisz lutować krok po kroku:
- Odtłuścić dyszę maszyny lutowniczej, wewnętrzną powierzchnię łączników i końce rur PP. Alkohol może usunąć znaczniki oznaczone markerem. Jeśli to konieczne, może zostać zaktualizowany poprzez określenie pomiarów na linii.
- Zainstaluj lutownicę na stojaku. Musi być odporny na ciepło, a powierzchnia robocza jest płaska i stabilna.
- Nosić rękawice odporne na ciepło.
- Bezpieczne załączniki o odpowiednim rozmiarze.
- Podłącz narzędzie do sieci, ustaw temperaturę na 260 stopni.


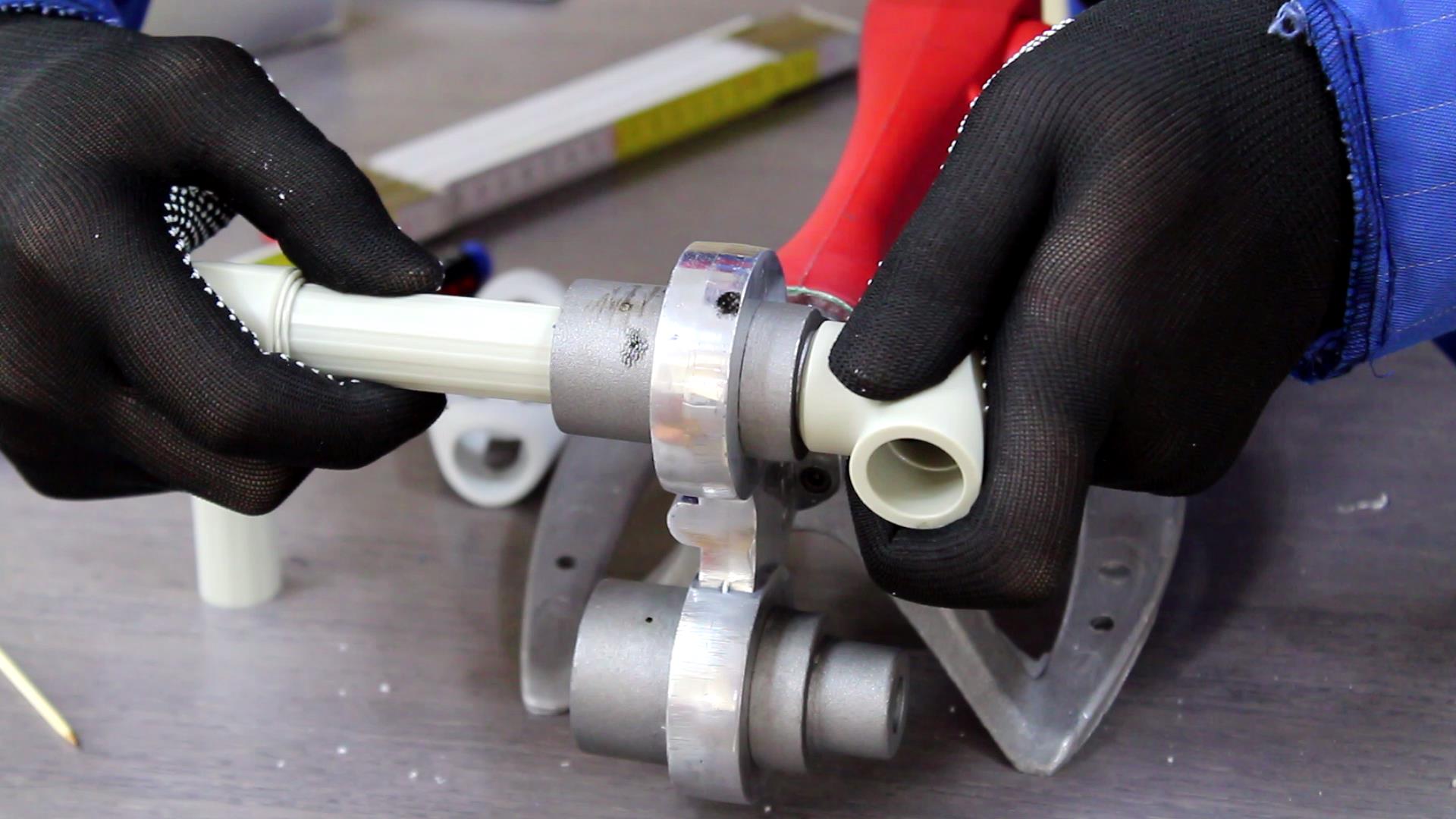
- Oprawa jest umieszczana na dyszy i do niej wkładana jest rura. Podgrzewa wewnętrzną stronę elementu łączącego i zewnętrznej części rury. Ważne jest, aby przestrzegać zaleceń dotyczących czasu ogrzewania (w sekundach) podanego przez producenta. Im większa średnica rury i im grubsza ściana, tym dłuższy czas. Zazwyczaj po 6-8 sekundach można już przylutować (połączyć części razem).
- Podłącz podgrzewane części. Włóż rurę do złączki, przytrzymaj przez kilka sekund, aby rozpocząć proces dyfuzji, a następnie odłóż na bok do całkowitego ochłodzenia.
- Sprawdź połączenie. Można to zrobić nie wcześniej niż 2 godziny po spawaniu. Możesz mechanicznie przetestować część, przesuwając części ręcznie lub przepuszczając przez nie wodę. Jeśli rura nie płynie, a woda dobrze przepływa, połączenie powiedzie się.
- Przylutuj wszystkie części, które można podłączyć do stołu.


Szósty etap - układanie rurociągu
W istocie jest to instalacja wszystkich elementów w przydzielonych im miejscach. Aby połączyć niektóre z nich, w procesie trzeba będzie spawać części na wadze. Odbywa się to tak stopniowo, jak na powierzchni roboczej.


Siódmy etap - kontrola systemu
Kilka godzin po spawaniu części chwytają się i chłodzą. Sprawność i niezawodność systemu sprawdzana jest przez bieżącą wodę przez rury.
Typowe błędy
Nowicjusze w dziedzinie hydrauliki i samouków, którzy chcą oszczędzić na usługach profesjonalnych instalatorów, często popełniają te same błędy. Na pierwszy rzut oka są to drobiazgi, ale prowadzą do tego, że system szybko zawodzi.


Czego nie powinieneś robić, instalując PP-rury własnymi rękami:
- W pośpiechu. Spawanie rur PP wymaga pewnej wydajności. Ale dotyczy to tylko prędkości połączenia części, gdy są jeszcze gorące. Dla reszty pośpiech ma negatywne konsekwencje. Najczęściej początkujący kreatorzy po prostu nie pozwalają na rozgrzanie lutownicy do żądanej temperatury.W rezultacie „przyczepność” części jest zła.
Wolni instalatorzy mają inny problem - podgrzewają części do odpowiedniej temperatury, a następnie dostosowują się przez długi czas przed włożeniem rury do złączki. W ciągu tych kilku sekund spada temperatura produktów, a wraz z nimi spada również jakość dyfuzji.


- Polegaj na odczytach temperatury termometru wbudowanego w lutownicę. Jeśli sprzęt jest stary lub pochodzi od pozbawionego skrupułów producenta, wymagane 260-270 stopni na wyświetlaczu może pojawić się z powodu awarii. Rzeczywista temperatura dysz jest często poniżej tego parametru. W przypadku ubezpieczenia należy to sprawdzić za pomocą termometru kontaktowego. Jest to niedrogie takie urządzenie, aw domu będzie przydatne nie tylko do pracy z lutownicą.
- Przegrzanie produktów propylenowych. Początkującym może się wydawać, że im dłużej trwa nagrzewanie, tym lepsze będzie połączenie. W rzeczywistości tak nie jest. Jeśli zbyt mocno stopisz plastik, wtedy w rurze pojawi się dopływ. Utrudni swobodny przepływ płynu przez rurociąg lub całkowicie zablokuje sekcję rury.


- Spawanie rur na zewnątrz w chłodne dni. W niskich temperaturach części schładzają się zbyt szybko, podobnie jak połączenie. Nie mają czasu, by mocno chwycić.
- Nie czyścić rur i dysz przed kurzem i tłuszczem. Wpływa to również negatywnie na jakość połączenia.
- Nie należy dotykać rur wzmocnieniem aluminiowym. Temperatura i czas topienia aluminium i propylenu są różne. Chociaż aluminium jest materiałem antykorozyjnym, rury mogą z niego wyciekać.


- Zainstaluj wszystkie elementy rurociągu na podłodze (stół, podłoże) jednocześnie. Taki konstruktor nie może być już zainstalowany zgodnie ze schematem.
- Do rur gorących należy stosować cienkościenne rury. Nie wytrzymają wysokich temperatur, rozciągają się i pękają z czasem.
- Wytnij rurę za pomocą piły do metalu lub wyrzynarki bez późniejszego usuwania nacięcia szmatką ścierną.
- Spróbuj przyspieszyć proces chłodzenia rury zimną wodą lub powietrzem.


Wskazówki
Nie wystarczy nie popełniać błędów, należy również wziąć pod uwagę sztuczki spawania opracowane przez profesjonalnych instalatorów przez lata. Konwencjonalnie można je podzielić na „hakowanie na życie” przy wyborze materiałów i narzędzi oraz przydatne wskazówki do pracy.
Jak wybrać rurę:
- Zasadą jest, że rury cienkościenne można stosować tylko do zimnej wody i produktów dekoracyjnych. Do pracy z gorącą wodą warto wybrać tylko wzmocnione grube ściany. Do wentylacji potrzebne są rury oznaczone PHP.
- Produkty z włókna szklanego jako warstwy wzmacniającej są uniwersalne. Są odpowiednie dla początkujących, którzy dopiero uczą się używać lutownicy i służą do 50 lat. Nie powinieneś być prowadzony do opowiadań konsultantów o najlepszej jakości rur z aluminium.


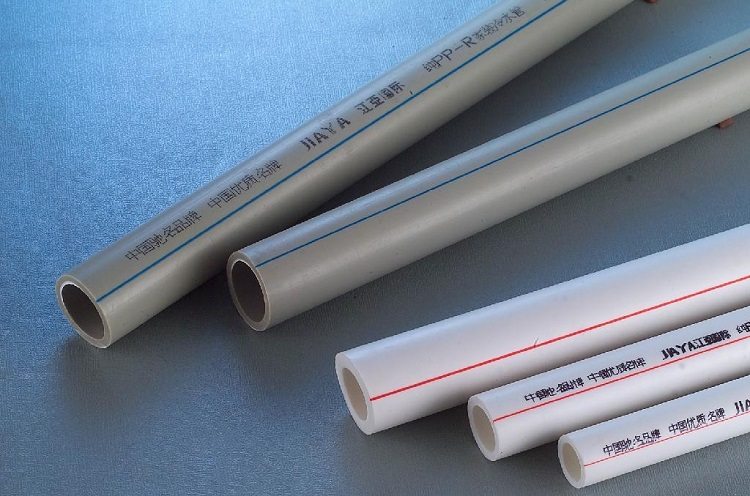
- Wygląd rur może również wiele powiedzieć. Jeśli produkt ma jednolity kolor, równe, okrągłe cięcie i gładkie ściany wewnątrz i na zewnątrz - jest wysokiej jakości. Jeśli kolor jest zabarwiony, cięcie nie jest okrągłe, a ściany są szorstkie - produkt ulegnie awarii podczas pracy.
- Rura musi wąchać. Tylko rury z surowców niskiej jakości mają charakterystyczny ostry zapach plastiku. Produkt wysokiej jakości propylenu prawie nie pachnie.
- Rura powinna wchodzić do złączki szczelnie i tylko w stanie gorącym. Jeśli co najmniej milimetr między ścianami jest przerwa - to jest małżeństwo.
- Wszystkie elementy należy zakupić u jednego producenta.

Sztuczki spawania i instalacji to znacznie więcej. Przychodzą z doświadczeniem, a każdy mistrz ma swoje własne sztuczki. Ale są pewne uniwersalne wskazówki.
Tak więc każdy mistrz wie, że dysze aparatu lutowniczego są traktowane specjalnym rozwiązaniem w produkcji. Chroni przyrząd przed niekorzystnym wpływem na środowisko przed użyciem. Warstwa ochronna odparowuje po pierwszym włączeniu lutownicy z dyszami. Po odparowaniu pojawia się charakterystyczny zapach i lekka sadza. Dlatego konieczne jest uruchomienie urządzenia na ulicy po raz pierwszy i umożliwienie mu ogrzania się do pełnego odparowania. Dopiero wtedy przystąp do lutowania.
Druga tajemnica dotyczy przetwarzania rur i środka odtłuszczającego do lutownicy. Lepiej jest wybrać czysty alkohol. Szybko odparowuje i nie pozostawia nieprzyjemnego zapachu wewnątrz rur, w przeciwieństwie do acetonu i rozpuszczalnika.


Jeśli temperatura otoczenia jest bliska zeru, spowolnij chłodzenie złącza. W tym celu użyj serwetki z ciepłej tkaniny.
Wytrzyj części szmatką, która nie pozostawia drzemki. W dyszy lutownicy będzie się tliła.
Do rur o podwójnym konturze (ciepła woda i zimno), najlepiej położenie gorącego konturu ponad zimnem. Nie spowoduje to kondensacji na rurach. Łączenie części w miejscach przejścia z poziomego do pionowego może odbywać się tylko pod kątem 90 stopni.
Jeśli zastosujesz się do tych zaleceń, instalacja zakończy się sukcesem, a komunikacja z rur polipropylenowych potrwa kilka dekad.


Aby uzyskać informacje na temat lutowania rur polipropylenowych, patrz poniższy film.



















