Gięcie profili: skuteczne i bezpieczne metody

Gięcie rur jest wykonywane w budownictwie, zakładach użyteczności publicznej, energetyce, przemyśle naftowym i gazowym, wodzie i wielu innych dziedzinach podczas instalacji systemów rurociągów, produkcji konstrukcji budowlanych, produktów dla różnych potrzeb ludności i gospodarstw miejskich. Ogólnie rzecz biorąc, nie da się policzyć wszystkiego, ale dobrze jest wiedzieć, jak zginać rury. Inne metody mogą być przydatne w gospodarstwie domowym.

Rodzaje produktów
Produkty walcowania rur profilowanych są reprezentowane przez szereg metalowych rur o różnych konfiguracjach w przekroju poprzecznym przekroju poprzecznego. Mogą być bardzo różne, ale różnią się od okrągłego, to znaczy niestandardowego kształtu: jajowate i płaskie-owalne, prostokątne, często o kwadratowej konfiguracji z zaokrąglonymi narożnikami, a nawet wieloaspektowe. Runda jest używana wąsko - głównie do budowy sieci wodociągowych i kanalizacyjnych.





Profile o kwadratowych i prostokątnych kształtach są bardziej pożądane na rynku. Ze względu na fakt, że najłatwiej jest zamocować dowolny materiał na płaskiej ścianie, są one powszechnie stosowane w budowie budynków przemysłowych i mieszkalnych. Taki element ma zwiększoną wytrzymałość i jest usztywnieniem w budynku. Profil dobrze radzi sobie z obciążeniami momentowymi (obciążenia zginające), dlatego są one dobrym wyborem do zastosowania w konstrukcji metalowej ramy budynków o różnych celach.




Produkty są produkowane w szerokim zakresie rozmiarów, w zależności od rodzaju metalu: na przykład miedź można znaleźć w serii grubościennych profili o dużej wartości powierzchni cięcia, w przeciwieństwie do aluminium. Meble wykonane są z cienkościennych produktów ze stali nierdzewnej. Materiał do produkcji często staje się stalą wysokostopową lub niskostopową. Rury kwadratowe różnią się między sobą metodą produkcji: są spawane elektrycznie, walcowane na zimno i walcowane na gorąco, bez szwu. Szczególną cechą spawania jest obecność gazu obojętnego, ale istnieje inny sposób - spawanie indukcyjne.



Funkcje
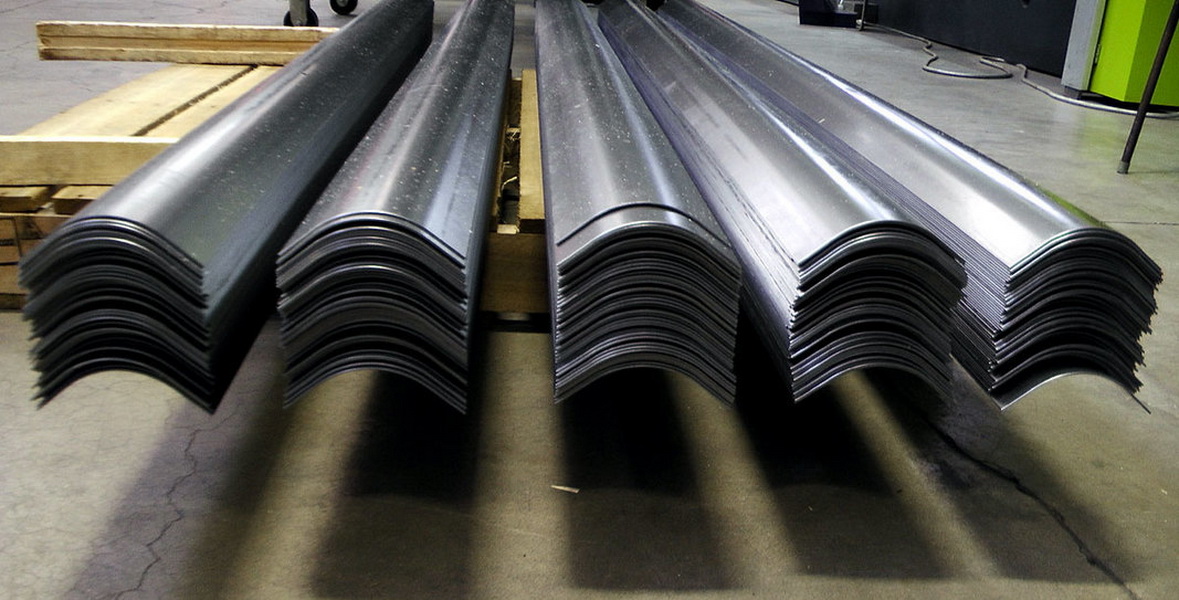
Produkty z rury profilowanej nie mają dużego ciężaru, więc można łatwo iw krótkim czasie stworzyć nie ciężkie struktury łukowe. Jest to niezbędne do budowy różnych szklarni i tanich szklarni.




Konstrukcja z użyciem metalowych ram jest ważna nie tylko dla letnich mieszkańców i ogrodników. Często potrzeba użycia takich materiałów budowlanych pochodzi od mieszkańców miast, jeśli chcą oni zorganizować prywatne terytorium przylegające do domu. Na przykład, szybko i niedrogo zainstalować altanę, zadaszony taras lub baldachim z poliwęglanu - jest to dość powszechne w nowoczesnych miastach.




Profileprokat stosowany jest również przy budowie schodów i balustrad. Często zdarza się, że standardowa konfiguracja nie jest odpowiednia dla określonego typu projektu, tutaj trzeba być elastycznym przy użyciu specjalnego sprzętu lub niektórych sztuczek. O tym trochę później.




Rury produkowane mają pewne określone parametry geometryczne, które następnie wpływają na właściwości plastyczne. Grubość ściany i powierzchnia poprzeczna wpływa na taki parametr jak minimalny promień zgięcia.Wskazuje wartość zaokrąglenia, przy której nie wystąpią żadne uszkodzenia mechaniczne.
Odkształcenie wyrobów stalowych nie jest tak proste, jak mogłoby się wydawać na pierwszy rzut oka. Wymaga pewnego zestawu wiedzy, umiejętności wyboru odpowiedniej technologii i sprzętu. Samo nadanie niezbędnego wyglądu nie jest istotą naszej pracy, podczas jej wykonywania konieczne jest zachowanie ważnych parametrów - grubości ściany, utrzymanie wymiarów liniowych, a nie zakłócanie możliwości operacyjnych. Następujące obciążenia działają na obrabiany przedmiot w wyniku przyłożenia siły: na wewnętrzną sekcję - siłę ściskania, na zewnętrzną (zewnętrzną) - siłę naprężenia. Dostrzegając ich działanie, element jest zdeformowany, otrzymując pełne lub częściowe zgięcie.
Ale ze względu na specyfikę szczegółów musimy zmierzyć się z pewnymi problemami.
- Utrata wyrównania z powodu zmiany kształtu. Oznacza to, że segmenty rurowe mogą znajdować się w różnych płaszczyznach, co jest niedopuszczalne. Eksperci przyczyną tego zjawiska emitują niewłaściwy wybór metody gięcia.
- Pęknięcie zewnętrznej ściany. W procesie rozciągania pęknięć metalu, jeśli obciążenie przekracza ilość, którą może wytrzymać.
- W wyniku nierównomiernego skurczu ściany wewnętrznej tworzą się na niej fałdy przypominające pofałdowanie.

Wróć do poprzedniej formy stopów niskostopowych i węglowych o wysokim współczynniku elastyczności. Po zgięciu wiele elementów wydaje się „sprężystych”, a produkt po takim zjawisku musi zostać ponownie dopasowany do pożądanych wymiarów, co może skomplikować pracę. Aby pozbyć się niepożądanych problemów i dodatkowej pracy, konieczne jest określenie wartości plastycznego momentu oporu materiału i uwzględnienie tego parametru, przeprowadzenie procedury gięcia. Należy zauważyć, że im mniejszy kąt, tym mniejsza jest konsekwencja elastyczna.

Narzędzia
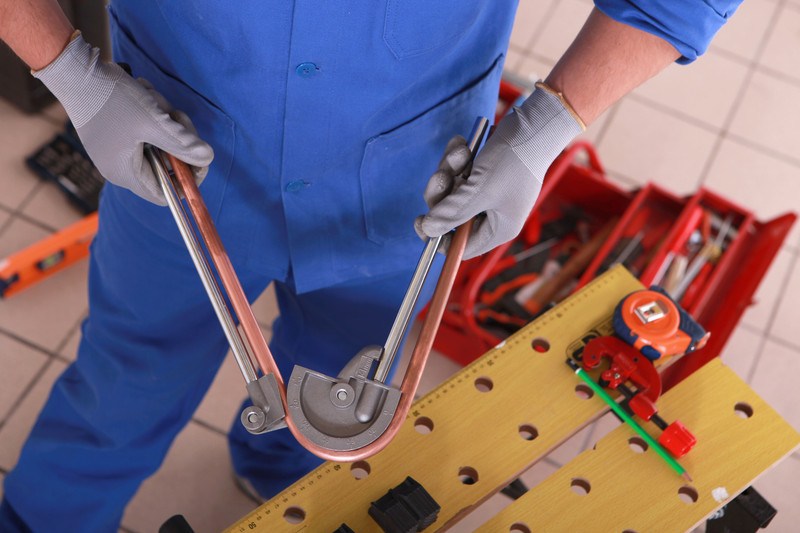
Portable ProfileBibs
Bardzo wygodnie jest zginać natychmiast w miejscu instalacji. Aby to osiągnąć, bardziej racjonalne jest użycie przenośnej giętarki do rur.

Dźwignie ProfileBibs
Podczas korzystania z tego urządzenia zginanie profilu następuje wyłącznie dzięki mechanicznej sile osoby. Staje się to możliwe dzięki obecności dźwigni przy stosowaniu siły o znacznej wielkości. Części wykonane z tworzyw sztucznych i stali nierdzewnej, których przekrój nie przekracza dwóch centymetrów, są w stanie wygiąć się o 180 stopni.
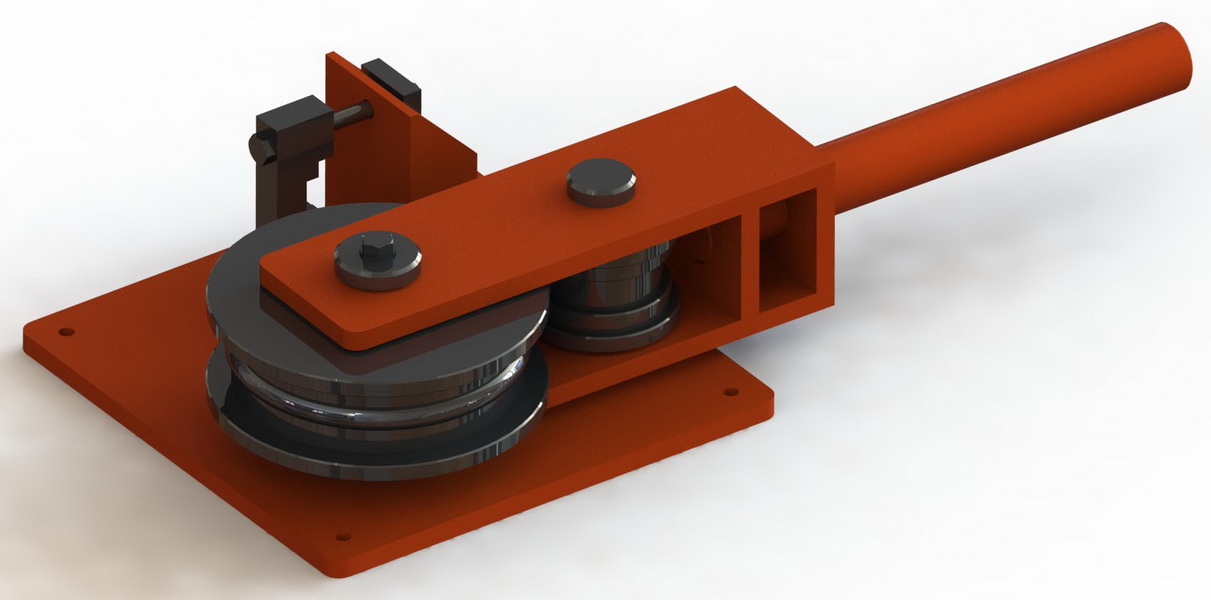
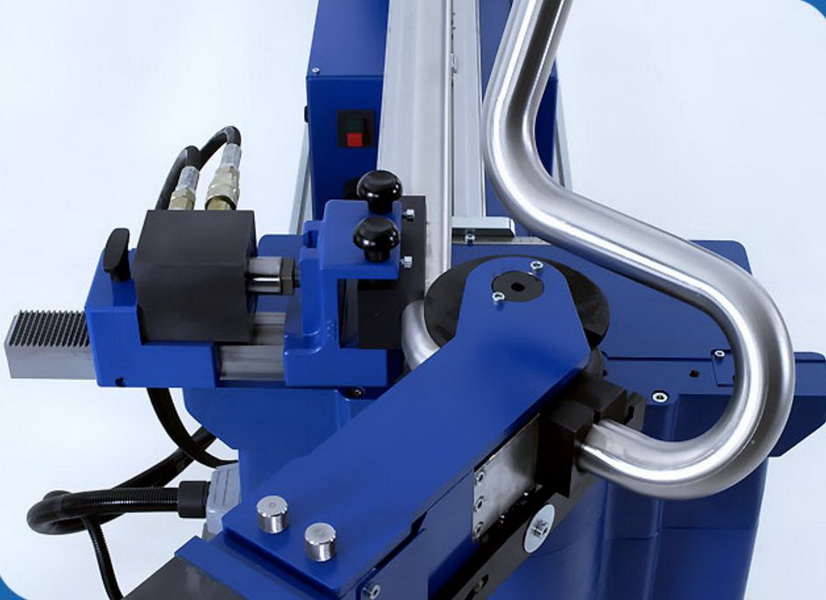
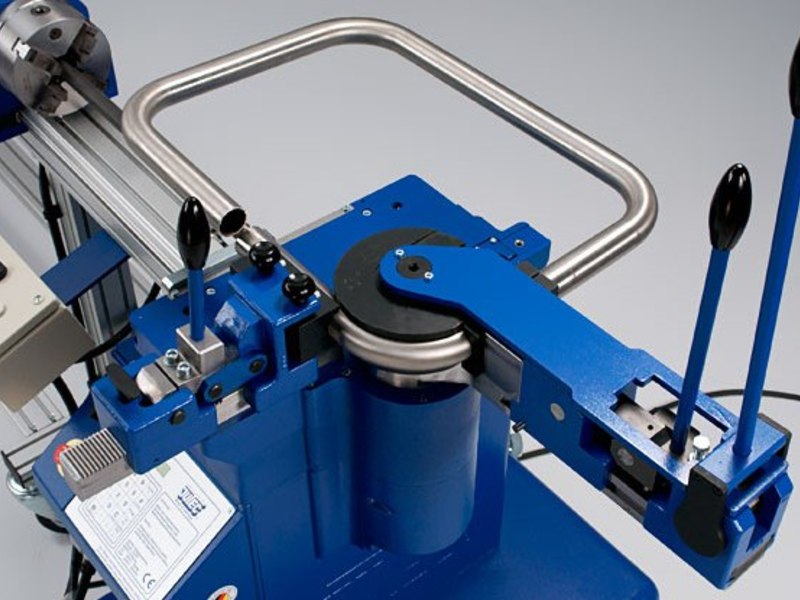
Giętarki do rur
Takie narzędzie składa się z następujących części:
- element do gięcia;
- ruchomy chopik połączony z butem do gięcia;
- Dwie części podtrzymujące obracające się wokół własnych osi, na których umieszczona jest zagięta część.

Urządzenie może mieć konfigurację mechaniczną (śrubową), hydrauliczną ze sterowaniem ręcznym lub napędem elektrycznym. Takie łatwo przenośne urządzenia łatwo zginają kąt 90 stopni do wyrobów metalowych wykonanych z tworzywa sztucznego o przekroju do 100 mm.
Hydrauliczny
W produkcji i użytkowaniu domowym bardziej powszechne są urządzenia hydrauliczne z ręcznym lub mechanicznym rodzajem ekspozycji.
Wymieniamy ich zalety:
- Duże objętości, które można wykonać w porównaniu z profilerem mechanicznym.
- Możliwość wyboru pionowej lub poziomej giętarki do rur z warunków pracy i wygody w pracy.
- Łatwa wymiana stempli (części zamienne do określania kąta).
- Istnienie urządzeń, które jednocześnie zaginają kilka instalacji na raz, co znacznie skraca czas spędzony.
- Eliminacja trudności w pracy, nawet dla początkujących.
- Istnienie rury chroniącej przed poślizgiem i urządzeń ostrzegających przed obrażeniami.
- Prostota samonaprawy w domu.

Elektryczne giętarki do rur
Zaginają metalowe produkty umieszczone na elementach gnących, które w zależności od promienia można zmienić. Na takich urządzeniach znajduje się trzpień obrotowy, za pomocą którego zmieniają produkt. W przypadku braku zasilania elektrycznego urządzenie działa z wewnętrznej baterii.
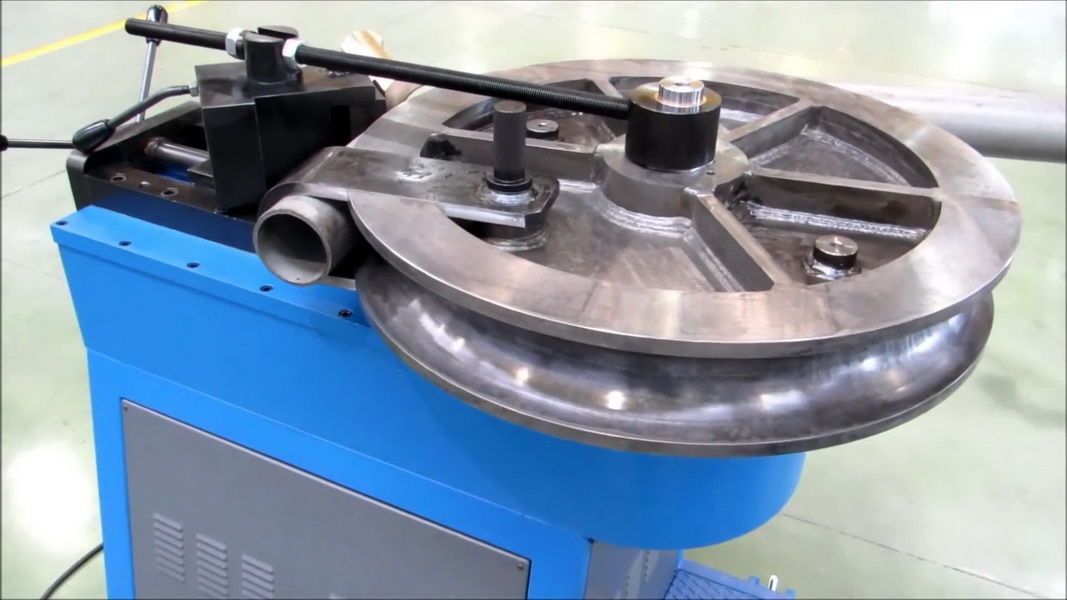
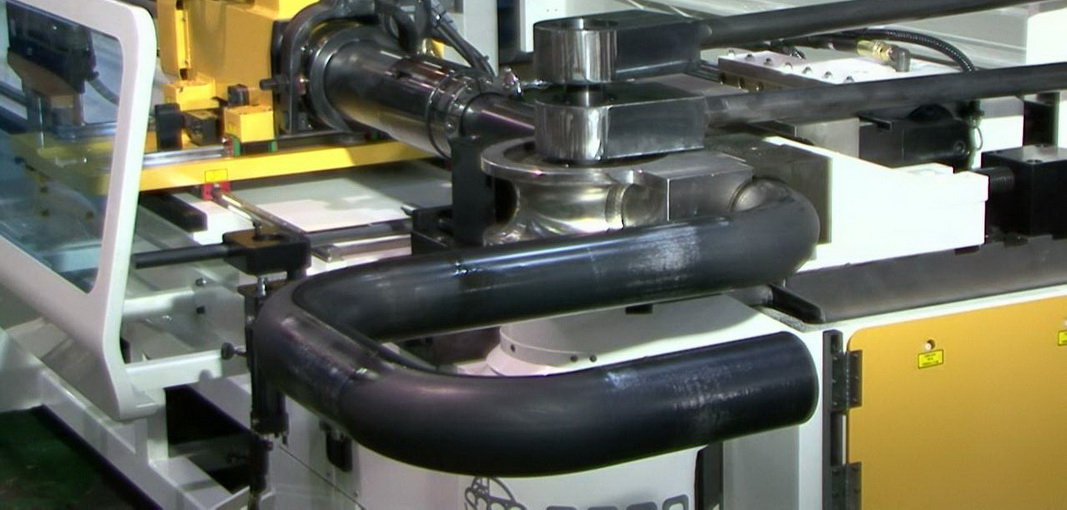
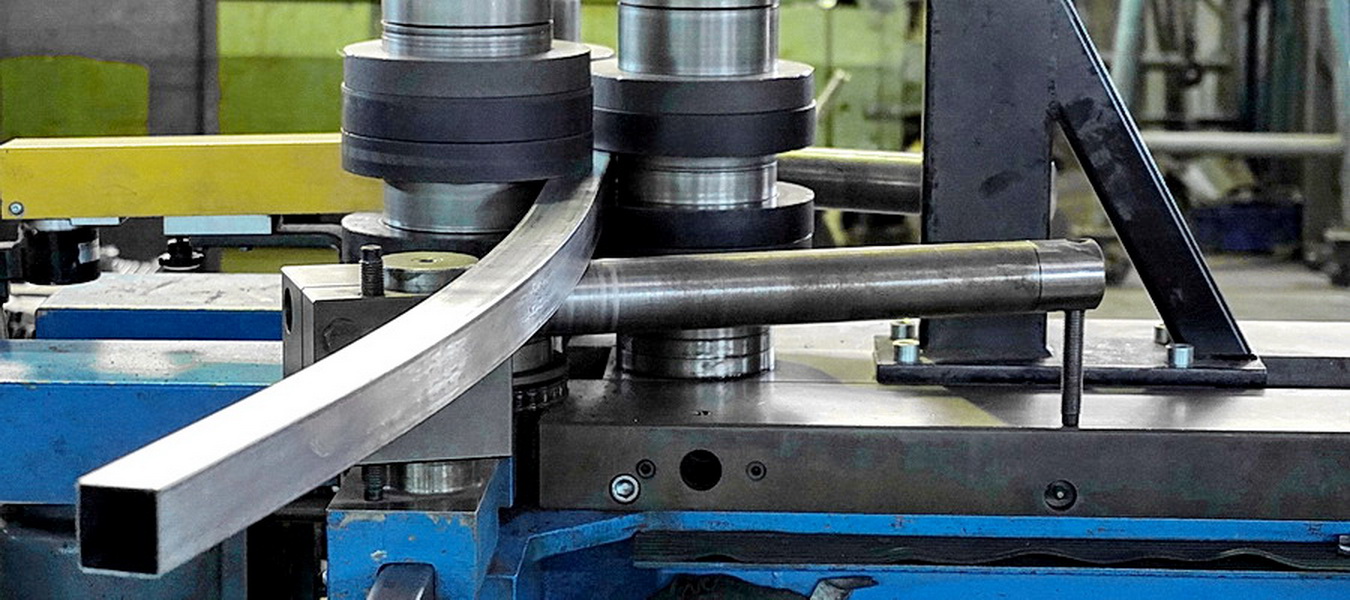
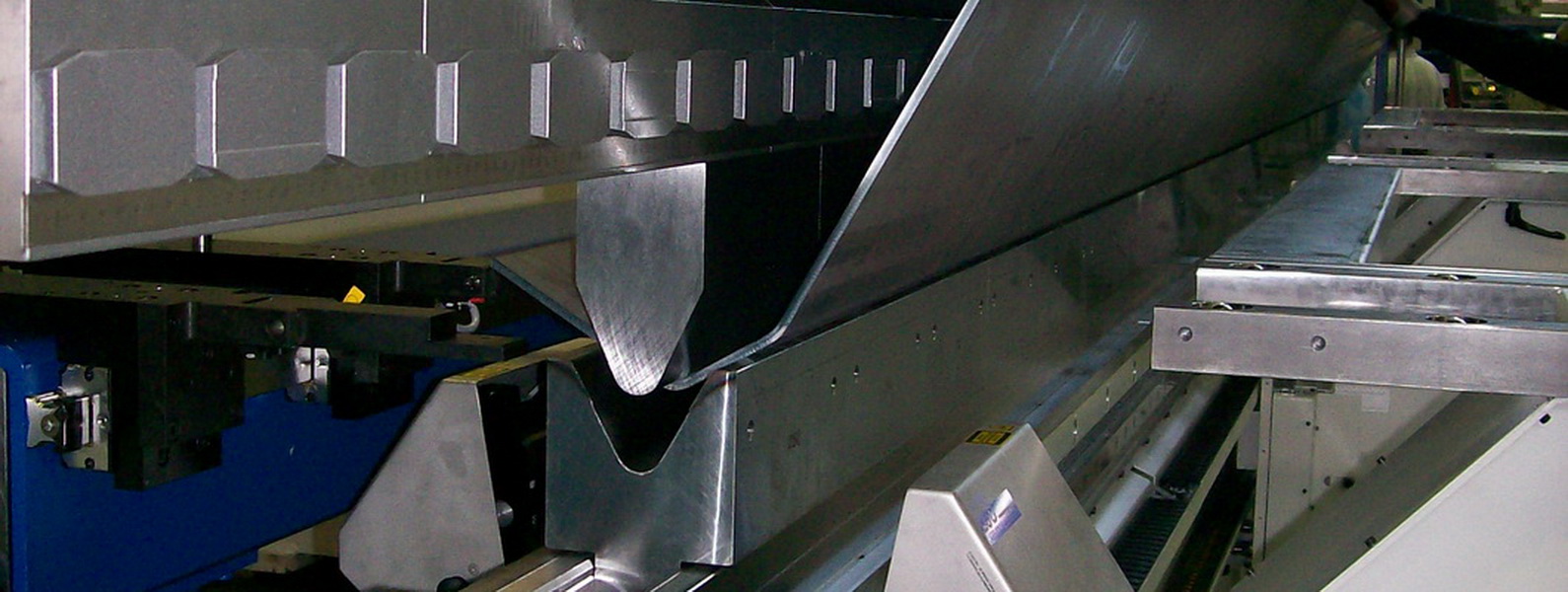
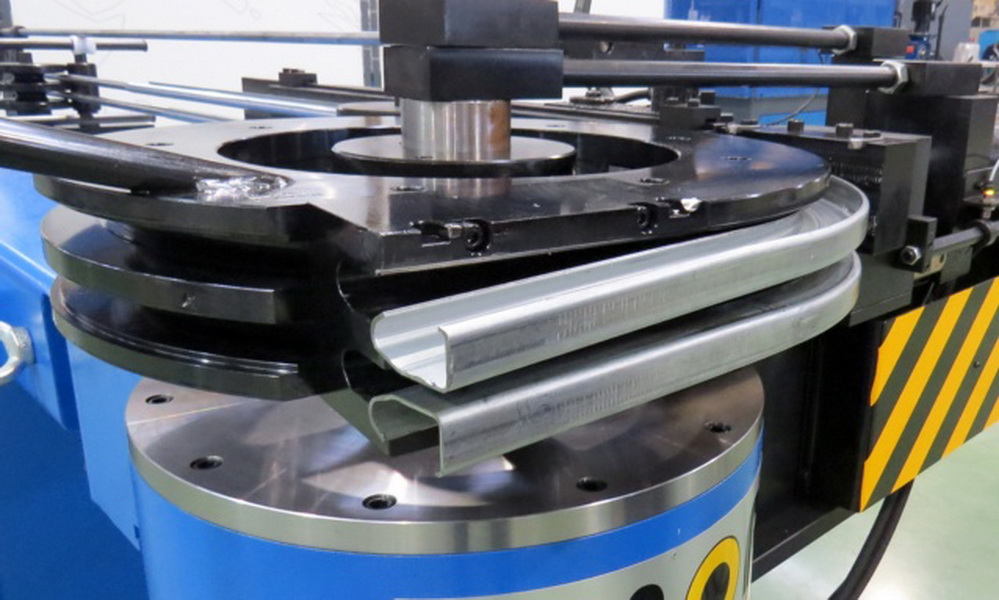
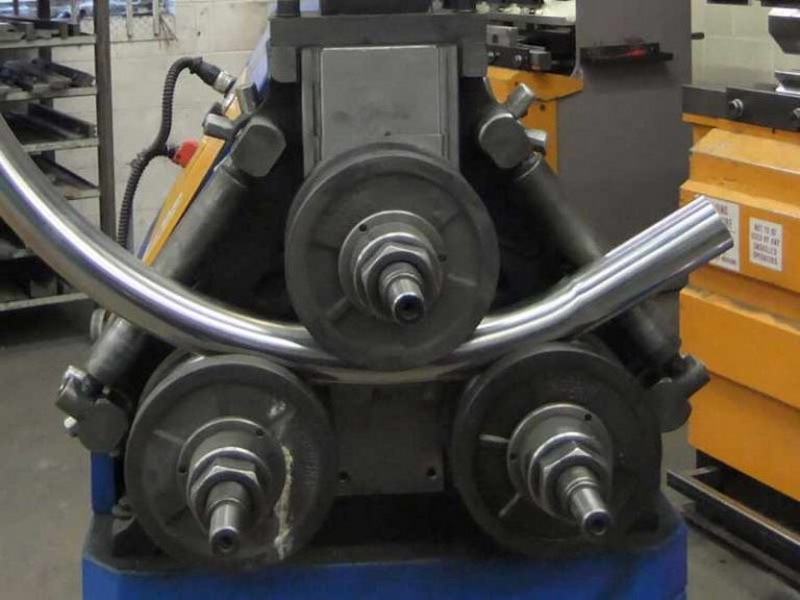
Gięcie maszynowe
Gdy metoda zimna, zwana walcowaniem, wykorzystuje standardowy młyn walcowy, mający trzy łożyska wałeczkowe (wałek). Kształt i promień gięcia na wyjściu zależy od wyboru i instalacji wymaganego kształtu i rozmiaru. Ta maszyna jest zdolna do wyginania części z dowolnego materiału i dowolnej konfiguracji - radzi sobie nie tylko z kwadratowymi, ale także z trójkątnymi sekcjami i bardziej skomplikowana. Za pomocą takiego sprzętu można zdeformować przedmiot o maksymalnej długości, co jest bardzo ważne, a także uzyskać produkt wygięty o 360 stopni (w pierścieniu). Metoda walcowania jest definiowana jako najbardziej ogólny rodzaj odkształcenia, dlatego sprzęt należy do uniwersalnego.
Ponadto maszyna umożliwia ustawienie określonego kąta, co zwiększa dokładność podczas instalacji. Kąt może być sterowany ręcznie lub na maszynach CNC (ze sterowaniem informacyjno-numerycznym) ustawiany numerycznie z kolejną kontrolą procesu. Na takich maszynach odbywa się produkcja podgrzewanych wieszaków na ręczniki w każdym domu. W produkcji rur do podgrzewanych podłóg należy również skontaktować się z wyposażeniem maszyny. Ma dużą skalę produkcji komponentów do spiralnych schodów, ganek, różnych form ogrodzeń i elementów dekoracyjnych, które służą po prostu do dekoracji wnętrza.
Pozytywnymi stronami takich urządzeń są następujące możliwości.
- Możliwość unikania niedokładności podczas pracy z subtelnymi szczegółami, w przeciwieństwie do urządzeń ręcznych, często dając ostre wygięcie zamiast gładkiej zakrzywionej linii w zarysie.
- Dokładność Obowiązkowym kryterium w poważnej konstrukcji jest ten element. Ponownie, żadne inne mechanizmy i metody zaprojektowane do tego typu prac nie są porównywane z profesjonalnymi maszynami. Gdy produkcja na sprzedaż jest również niemożliwa bez tej przewagi.
- Sięgnij z dużą prędkością, aby uzyskać gotowy produkt. Przecież średnia prędkość gięcia profilu wynosi 0,2-0,3 m / s.
- Autonomia. Zdolność sprzętu do działania bez interwencji człowieka w naszym stuleciu nie jest już innowacją, lecz tylko użyteczną, ale gdzieś jest niezbędnym uzupełnieniem innych cech.
- Potencjał robienia dużych ilości.

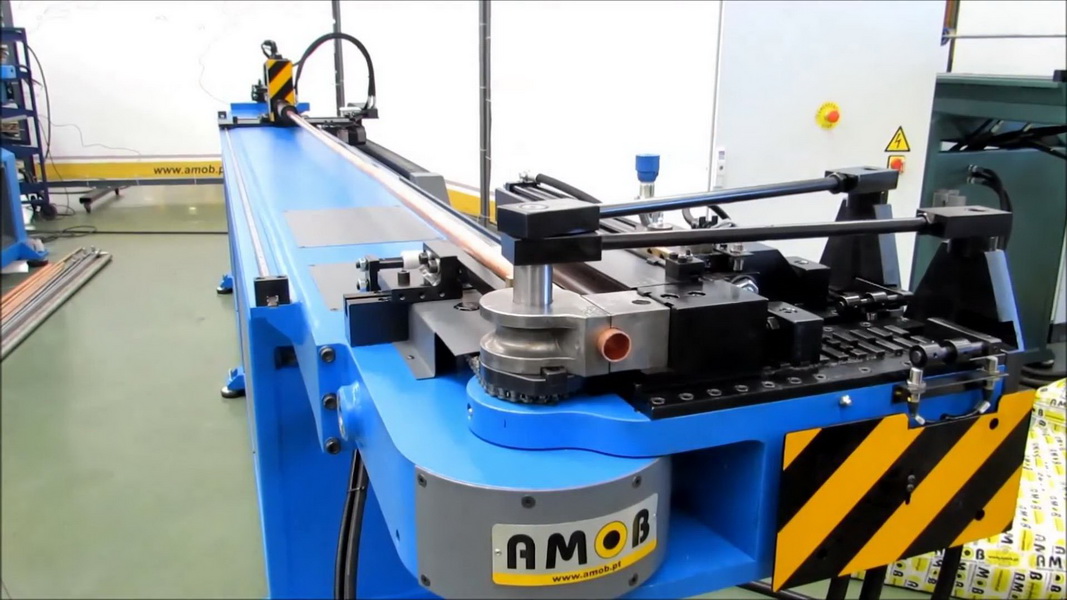
Istnieją stacjonarne urządzenia do gięcia profili zasilane z sieci 380 V, które nie nadają się do użytku osobistego. Aby nie dokonać błędnego zakupu, należy dokładnie przestudiować cechy produktu. Instalacja walcowania jest bardzo skuteczna, ale także droga. Ponadto korzystanie z takiego sprzętu jest możliwe tylko w fabryce.
Często, w celu uzyskania części o wyższej jakości, stosuje się gięcie trzpieniowe, co jest możliwe przy pracy z praktycznie dowolnym urządzeniem. O niej w porządku. Dorn to sztywna lub elastyczna część, umieszczona wewnątrz zginanego segmentu w miejscu dalszego zginania. Po zmianie kształtu produktu okazuje się gładki, nie ma fałd i innych wad. Po takim zestawie zalet metodologii następuje znaczna redukcja współczynnika odrzucenia przy produkcji produktów.
Sposoby
Istnieją dwa sposoby gięcia profilu promieniowego: zimny i gorący (z podgrzewaniem wstępnym). Oprócz rozdzielenia metod według typu temperatury, istnieje wiele innych rodzajów związanych z mechanizacją i używanym sprzętem, na przykład gięcie:
- biegać;
- uzwojenie;
- przeciąganie;
- metoda walcowania trójwalcowego;
- za pomocą dwóch podpór;
- metoda rozciągania;
- przy użyciu wewnętrznego ciśnienia hydrostatycznego;
- ciągnięcie przez płytę matrycy z zakrzywioną osią;
- przez kopiarki.
Wybór zależy od tego, czy działa opcja gorąca czy zimna.
Przy niskiej wydajności można to osiągnąć za pomocą kilku opcji.
- bieganie (średnica do 70 mm; przy niskich wymaganiach dotyczących okrągłości przekroju na zakręcie);
- uzwojenie (średnica do 20 mm);
- przeciąganie (dla cienkościennych);
- z dwoma podporami (średnica do 300 mm).
Zimny zbliża się do małej średnicy, a metoda zimna nie będzie w stanie zgiąć produktu, na przykład pod kątem 45 stopni. Ogrzewanie poprawia właściwości odkształcenia metalu, a zwiększając plastyczność, staje się łatwiejsze do pracy. Podgrzewanie nie powoduje problemów z małżeństwem w postaci pęknięć, uszkodzeń resztkowych, fałd i innych konsekwencji. W dużych branżach ogrzewanie odbywa się prądami o wysokiej częstotliwości (HDTV). Jeśli jest mały odcinek, możliwe jest użycie przenośnych narzędzi ręcznych, w przypadku dużej sekcji taka alternatywa nie ma zastosowania, tutaj używany jest sprzęt zmechanizowany.
Oprócz tych niuansów warto pamiętać o zjawisku elastycznych konsekwencji. Oznacza to zdolność częściowego powrotu obrabianego przedmiotu po odkształceniu do poprzedniego kształtu. Wartość zależy od rodzaju materiału i wymiarów profilu, metody pomiaru temperatury i rodzaju pracy - ręcznie lub na specjalnym sprzęcie.
Oprócz powyższych technik, w domu można wykonać proces za pomocą sprzętu, który łatwo jest stworzyć samodzielnie. W zależności od początkowej charakterystyki i pożądanego obwodu, jest wystarczająco dużo opcji, aby zaoszczędzić na drogim sprzęcie. Poniżej kilka przykładów.
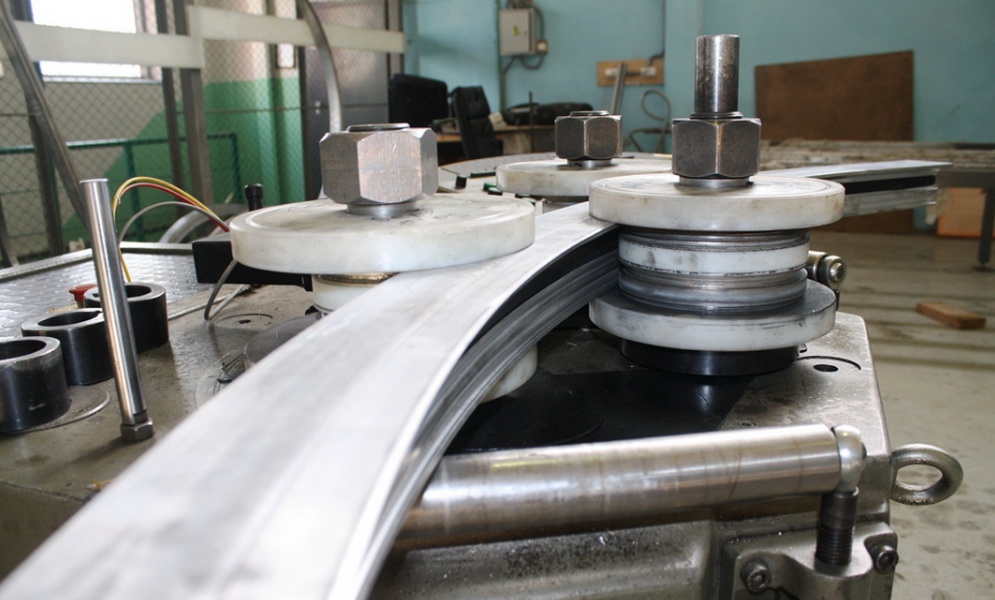
Domowy mechanizm oparty na rolkach
To jest najbliższa wersja oryginalnego wałka profilowego. Aby go utworzyć, musisz kupić 2-4 filmy. Należy zauważyć, że ich szerokość powinna nieznacznie przekraczać szerokość samego produktu. Aby uzyskać wynik, należy go zamocować poziomo, aby rolki mogły się swobodnie obracać, muszą znajdować się w takiej odległości od siebie, aby nie przeszkadzać w przechodzeniu przez system bez przeszkód.

Ten asystent „zrób to sam” pozwoli Ci zgiąć produkt na obwodzie. Jeśli zachodzi potrzeba osiągnięcia określonego kąta, system musi składać się z trzech obracających się cylindrów. Podczas gdy jeden z nich jest pożądany, aby pozostawić regulowany. Element wzmacniający jest umieszczony pomiędzy rolkami, a osoba kontrolująca proces zaczyna przewijać.
Używanie „szlifierki” i spawarki
Jeśli budowa takiego mechanizmu jest niemożliwa ze względu na finanse, czas, umiejętności lub inne przyczyny, istnieją bardziej zrozumiałe odmiany. Jednak zastosowanie metody spawania wymaga dużo czasu i wymaga pracochłonności.
Kolejność prac jest następująca.
- Przede wszystkim zaleca się obliczenie dopuszczalnego i samodzielnego określenia wymaganego promienia gięcia.
- Zastosuj wzdłuż poprzecznych znaków produktu, które będą dalej cięte w celu dalszego połączenia. Im bardziej płynne jest przejście w wygiętej części, tym częściej konieczne jest wykonywanie znaków.
- Wykonaj cięcia trzech wybranych boków (krawędzi) za pomocą narysowanych znaków. Nie należy dotykać czwartej strony.
- Po cięciu zgiąć produkt do żądanej krzywizny. aby poprawić dokładność, możesz zrobić kawałek. Na przykład przygotuj drewnianą część z żądanym zagięciem. Przymocuj niepociętą stronę zwiniętego do zakrzywionej krawędzi szablonu, zapnij, a następnie zagnij pole, aby dopasować zgięcie szablonu.
- Spawaj piły ostrożnie i niezawodnie.
- Starannie spawaj powierzchnie, aby powierzchnia części była gładka, bez wystających szwów.


Przy dużej powierzchni cięcia ta metoda, pod nieobecność innych, jest bardziej odpowiednia niż kiedykolwiek.Ale ta metoda ma zastosowanie do pojedynczych prac, więc nie powinna być stosowana do tych, którzy muszą zdeformować dużą liczbę elementów. W tym przypadku bardziej racjonalne może być myślenie o stworzeniu giętarki rolkowej.

Sprężyna do gięcia
Wszyscy mistrzowie wiedzą o tej metodzie. Jego istota jest następująca: specjalna sprężyna o kwadratowym przekroju drutu stalowego jest umieszczona wewnątrz rury w miejscu, w którym konieczne jest uzyskanie zagięcia. Sprężyna będzie służyć jako trzpień, jej przekrój powinien być 1-2 mm mniejszy niż wewnętrzny przekrój. Za pomocą lampy lutowniczej miejsce kolejnego łuku jest ogrzewane, przykładane do półwyrobu z odpowiednim promieniem gięcia i przy użyciu siły nie naciskać gwałtownie, aż do uzyskania pożądanej krzywizny. Ta metoda jest dość prosta, ale używając jej podczas pracy, zaleca się uważne przestrzeganie środków ostrożności: pracuj w specjalnych rękawicach i używaj szczypiec.
Wskazówki
O zawiłościach gorącej metody
Aby skutecznie wygiąć rurę w gorący sposób, należy użyć wypełniacza wykonanego z piasku. Idealną opcją jest piasek średnioziarnisty - konstrukcja lub rzeka. Jeśli nie można tego właśnie użyć, w ostateczności odpowiedni będzie materiał z piaskownicy dla dzieci, ale wcześniej oczyszczony z niepotrzebnych treści. Aby oczyścić go z niepotrzebnych zanieczyszczeń, należy przesiać przez sito o otworach około 2 milimetrów. Po pierwszym pokazie na sicie pozostaną duże przedmioty - gałązki i kamyki. Ich obecność w wypełniaczu jest niezwykle niepożądana, ponieważ po podgrzaniu mogą wpływać na relief i tworzyć wypukłość. Następnie musisz przesiać przyszły wypełniacz po raz drugi, przez drobne sito, aby pozbyć się zbyt drobnego piasku. Po przesianiu piasek jest kalcynowany.

Rura w miejscu, w którym nastąpi zgięcie, jest wyżarzana. Przed zaśnięciem zasypka ma za zadanie zadbać o wtyczki, które nie pozwolą mu zasnąć. Zaleca się, aby wyjąć je z drewna, tak aby pasowały do ścian. W jednej z wtyczek konieczne jest przecięcie rowków, przez które musi wydostać się gorące powietrze. Takie otwory znajdują się po każdej stronie, tj. Powinny być cztery kwadratowe sekcje. Po zainstalowaniu wtyczki bez otworów w lejku można rozpocząć napełnianie wypełniacza. Jednocześnie okresowo należy zapukać część, aby uszczelnić piasek. Po zabezpieczeniu drugiej wtyczki można zaznaczyć zakręt, naprawić część i uzyskać równomierne ogrzewanie. Jeśli część jest spawana, szew powinien znajdować się poza zakrętem, aby uniknąć jego rozbieżności. Kolor gotowej do gięcia części powinien być w kolorze czerwono-wiśniowym, a z rury - aby odlecieć ze skali.

Zaleca się gięcie wyrobów metalowych od pierwszego ogrzewania, w przeciwnym razie może to prowadzić do utraty wytrzymałości i pęknięcia elementu. Jeśli po ochłodzeniu drewniane korki są trudne do usunięcia, można je podpalić, a po spaleniu wylać piasek.
O zawiłościach metody zimnej
Subtelności metody zimnej:
- Bez użycia specjalnych narzędzi i ogrzewania w zimnych porach roku proces gięcia może być znacznie ułatwiony. W tym celu, alternatywnie do metody piaskowej, woda jest używana jako wypełniacz. Po napełnieniu i zainstalowaniu zatyczek produkt jest wystawiony na działanie mrozu przez czas niezbędny do całkowitego zamarznięcia cieczy. W świetle fizycznych właściwości zamarzniętej wody zginanie będzie łatwiejsze.
- Aby uniknąć zranień szczotek i zredukować przyłożone siły, proponuje się użycie rury profilowanej z przekrojem nieco bardziej wygiętym. W tym celu na krawędziach mniejszego noszony jest większy profil, co zwiększa wytrzymałość barków.
- Mistrzom zaleca się wykonanie próbnego zakrętu na niepotrzebnej części produktu, co da wyobrażenie o jego właściwościach fizycznych i zapobiegnie błędom w kolejnych próbach.
Podsumowując powyższe, możemy wyciągnąć wnioski na temat skuteczności tej lub innej metody. Bardziej wskazane jest zwrócenie się do specjalistów, którzy mają sprzęt specjalnie zaprojektowany do tego celu, aby uzyskać lepszy wynik i zaoszczędzić czas. Jeśli praca wymaga wielokrotnego gięcia produktów, to dlaczego nie myśleć o zakupie specjalnego sprzętu, a także, być może, o świadczeniu usług gięcia innym osobom. W takim przypadku możesz szybko odzyskać urządzenie.
Alternatywnie istnieje możliwość wypożyczenia urządzenia do gięcia rur na określony czas. Jeśli w Twoim mieście istnieje taka opcja, zaoszczędzisz czas i nie będziesz musiał przepłacać za drogie usługi firm.
Aby uzyskać informacje na temat wyginania rury bez giętarki do rur, patrz poniższy film.



















